 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文(簡(jiǎn))
中文(簡(jiǎn)) Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韓國(guó)
韓國(guó) български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska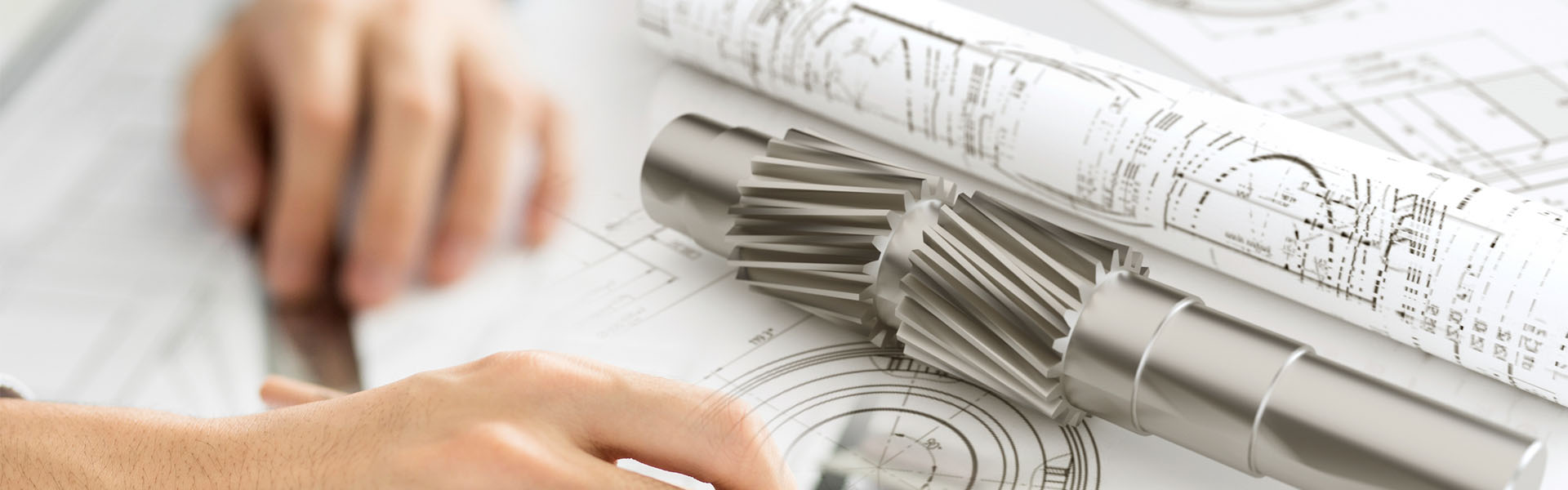
康明斯ISX和QSX15柴油發(fā)動(dòng)機(jī)、柴油發(fā)電機(jī)組、工程機(jī)械動(dòng)力系統(tǒng)維修手冊(cè)之缸體和缸套座拆卸與組裝的技術(shù)規(guī)格與標(biāo)準(zhǔn)的維修數(shù)據(jù)測(cè)量
康明斯ISX和QSX15柴油發(fā)動(dòng)機(jī)、柴油發(fā)電機(jī)組、工程機(jī)械動(dòng)力系統(tǒng)維修手冊(cè)之缸體和缸套座拆卸與組裝的技術(shù)規(guī)格與標(biāo)準(zhǔn)的維修數(shù)據(jù)測(cè)量
缸體
概述
進(jìn)行任何缸體檢查、清潔或維修前,確定故障可指明原因。
了解故障的可指明原因并采用適當(dāng)?shù)那鍧嵅襟E,將有助于實(shí)現(xiàn)高質(zhì)量維修。
一旦確定故障的可指明原因,可遵照下表中的相應(yīng)的缸體清潔步驟進(jìn)行。
注 : 如果用新缸體或以前存放的缸體更換,在組裝前一定要清除缸孔、主軸承孔和密封墊密封區(qū)域中的所有殘留的機(jī)油/銹跡。
注 : 如果發(fā)動(dòng)機(jī)有產(chǎn)生碎屑的故障,更換機(jī)油冷卻器。

| 可指明原因 | 清潔步驟 | 附加說(shuō)明 |
| 碎屑/切屑污染 | 清洗箱或非清洗箱 | 如果發(fā)動(dòng)機(jī)有產(chǎn)生碎屑的故障,更換機(jī)油冷卻器 |
| 清灰/進(jìn)氣污染(異物碎屑) | 參見(jiàn)下一列中的注釋 | 如果異物碎屑故障造成導(dǎo)致潤(rùn)滑系統(tǒng)碎屑/切屑污染的后繼故障,必須遵照碎屑/切屑污染清潔步驟進(jìn)行操作。 |
| 燃油稀釋 | 參見(jiàn)下一列中的注釋 | 如果燃油稀釋故障造成導(dǎo)致潤(rùn)滑系統(tǒng)碎屑/切屑污染的后繼故障,必須遵照碎屑/切屑污染清潔步驟進(jìn)行操作。 |
| 含鐵部件因電路磁化 | 清洗箱或非清洗箱 | 必須消磁或更換缸體和非鐵部件。請(qǐng)參考本手冊(cè)“概述”一節(jié)中的磁性檢查。 |
| 水污染物的氧化(結(jié)垢) | 清洗箱或非清洗箱 |
如果發(fā)現(xiàn)含鐵材料附著在缸體上的跡象,必須檢查缸體是否有磁性。有磁性的一個(gè)跡象就是在清潔過(guò)程中含鐵切屑吸附在缸體上。如果在清潔過(guò)程中很容易清除含鐵切屑,則缸體未磁化。
磁性的來(lái)源:
- 電動(dòng)部件(如離合器)。
- 來(lái)自于皮帶或其他運(yùn)動(dòng)機(jī)件的靜電流。
- 當(dāng)某些部件(如發(fā)電機(jī)或發(fā)動(dòng)機(jī)缸體)未正確接地時(shí),通過(guò)曲軸進(jìn)行電氣系統(tǒng)接地。
- 不正確的接地電壓。
用高斯計(jì)測(cè)量缸體并記錄測(cè)量結(jié)果。如果磁性不符合技術(shù)規(guī)范,一般而言,必須按以下情況對(duì)發(fā)動(dòng)機(jī)進(jìn)行處理:
- 碎屑(細(xì)小的微粒)進(jìn)入潤(rùn)滑系統(tǒng)會(huì)導(dǎo)致部件磨損和損壞
如果被測(cè)量部件的高斯值超過(guò)技術(shù)規(guī)范,必須對(duì)其進(jìn)行消磁或更換。能夠?qū)Πl(fā)動(dòng)機(jī)部件進(jìn)行磁力測(cè)試(磁力探傷法)的設(shè)備能夠?qū)Σ考M(jìn)行消磁(去磁)。
| 可接受的磁性水平 | |
| 噴油器和含鐵噴油器部件 | 所有其他含鐵部件 |
| 5 個(gè)或更小的高斯單位 | 15 個(gè)或更小的高斯單位 |
在清潔或進(jìn)一步解體缸體以前,進(jìn)行檢查,查看有無(wú)任何會(huì)妨礙繼續(xù)使用的損壞(裂紋、磨蝕等)。如果在沉孔臺(tái)階區(qū)域以外發(fā)現(xiàn)任何裂紋,必須更換缸體。
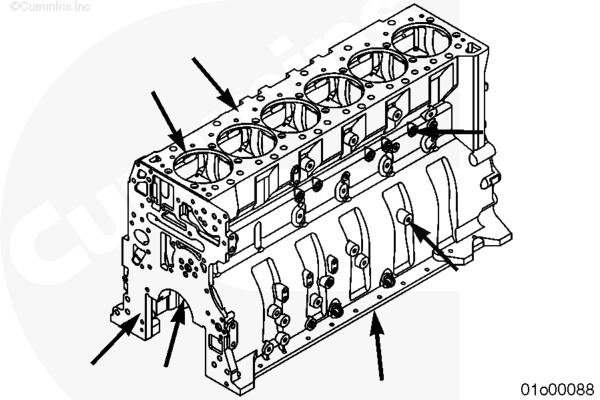
密切注意缸體的下列區(qū)域:
- 主軸承蓋和孔
- 缸孔
- 缸體燃燒面
- 油底殼安裝面
- 前后缸體密封面
- 機(jī)油冷卻器腔
- 碗形塞孔
- 螺紋凸臺(tái)。
準(zhǔn)備步驟
解體發(fā)動(dòng)機(jī)至缸體部件程度。
參考第 DS 節(jié) - 發(fā)動(dòng)機(jī)拆解 - 第 00 組。
注 : 如果發(fā)動(dòng)機(jī)有產(chǎn)生碎屑的故障,更換機(jī)油冷卻器。
拆下所有油道和水道碗形塞、螺紋塞和管塞以便讓清洗溶劑流入管道。
拆下所有碗形塞。參考第 17 節(jié)中的步驟 017-002。
拆卸所有管塞。參考第 17 節(jié)中的步驟 017-007。
拆下所有直螺紋塞。參考第 17 節(jié)中的步驟 017-011。
注 : 如果在“高溫清洗箱”、噴射清洗機(jī)或類(lèi)似設(shè)備中清潔部件,則必須更換所有碗形塞。這個(gè)清潔作業(yè)可能破壞密封膠的密封性能。
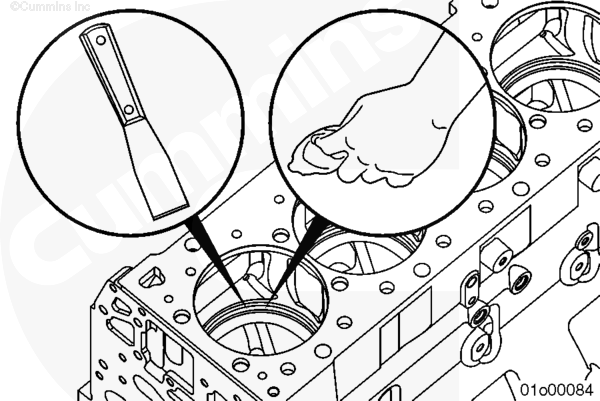
WARNING
當(dāng)扳動(dòng)和清潔缸體時(shí)要小心。缸體上可能有尖銳的邊緣,可造成人身傷害。
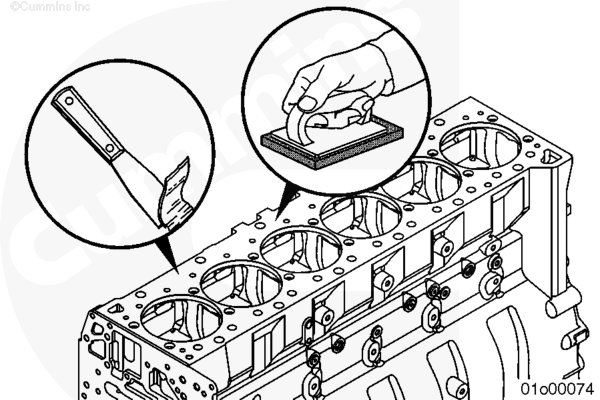
CAUTION
小心不要損壞機(jī)加工密封墊表面。
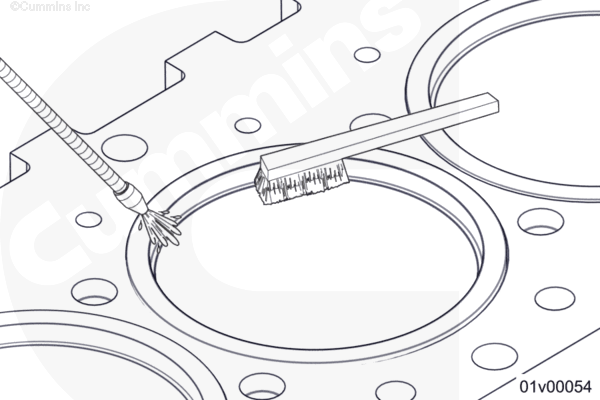
使用密封墊刮刀清潔缸體頂面。
使用 Scotch-Brite™ 7448 研磨墊或等同物以及溶劑清除缸體頂面殘留的密封墊材料。
從其它缸體密封表面上清除所有剩余的密封膠。
檢查能否繼續(xù)使用
檢查缸體有無(wú)裂紋。如果在沉孔臺(tái)階區(qū)域以外發(fā)現(xiàn)任何裂紋,必須更換缸體。
對(duì)于在沉孔臺(tái)階區(qū)域發(fā)現(xiàn)的裂紋,必須進(jìn)行機(jī)加工處理并檢查。
參考第 1 節(jié)中的步驟 001-058。
如果缸體檢查期間發(fā)現(xiàn)上部缸體孔侵蝕,必須忽略不計(jì)。這不是故障模式,缸蓋密封墊提供了適當(dāng)密封。
參考缸套沉孔臺(tái)階繼續(xù)使用指南,公告號(hào) 4383753,以檢查沉孔臺(tái)階表面有無(wú)點(diǎn)蝕、磨蝕或磨損的痕跡。
在缸體檢查中,如果發(fā)現(xiàn)缸套凸緣穴蝕、磨蝕或磨損,則必須對(duì)缸體進(jìn)行機(jī)加工。
如果任何一個(gè)氣缸上出現(xiàn)磨蝕或磨損,必須對(duì)所有六個(gè)氣缸進(jìn)行機(jī)加工且更換缸套。
參考第 1 節(jié)中的步驟 001-058。
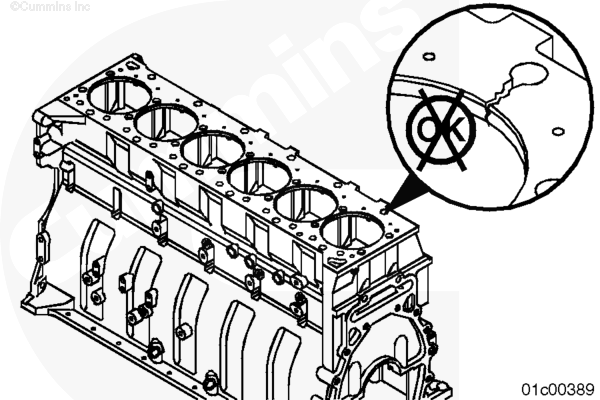
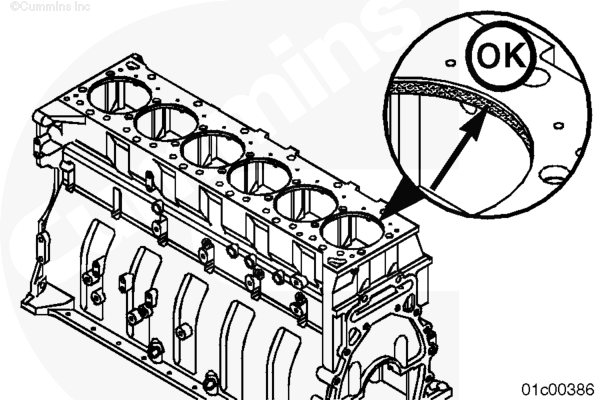
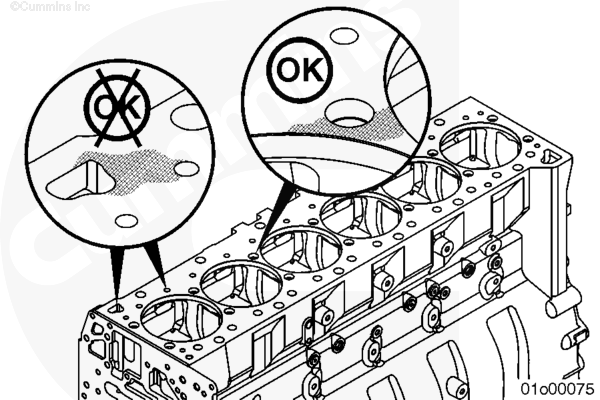
檢查缸體頂面有無(wú)磨損。
缸體頂面的磨蝕或穴蝕并不少見(jiàn)。僅當(dāng)磨蝕或穴蝕部位接近冷卻液道或油道時(shí),才會(huì)危及缸蓋密封墊的連接處。這些區(qū)域如果損壞,將會(huì)導(dǎo)致缸蓋密封墊泄漏。
如果缸蓋密封墊或密封圈接觸的區(qū)域存在深度超過(guò) 0.08 mm [0.003 in] 的磨蝕損壞、劃痕、裂紋或腐蝕,則必須更換缸體。不得有從冷卻液通道邊緣延伸超過(guò) 2.41 mm [0.095 in] 的損壞。
如果任何其它區(qū)域中的磨蝕損壞沒(méi)有改變缸套突出量的測(cè)量值,則可以接受。
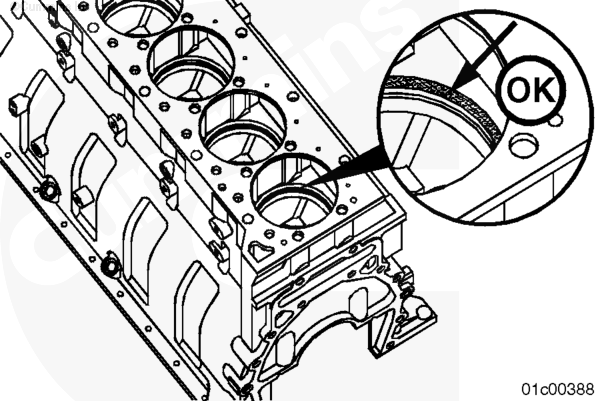
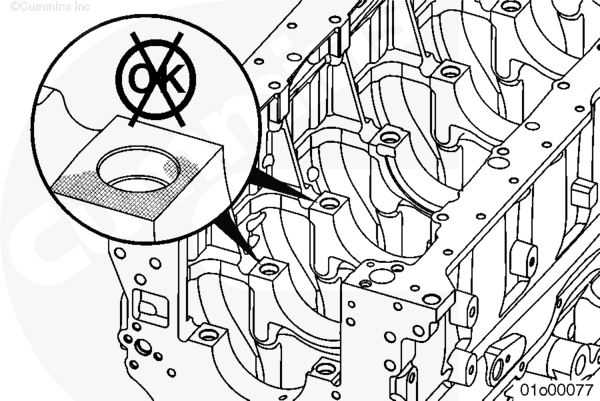
檢查主軸承蓋和主軸承鞍座區(qū)域有無(wú)裂紋或磨蝕的跡象。
如果發(fā)現(xiàn)任何裂紋或磨蝕,必須更換缸體。
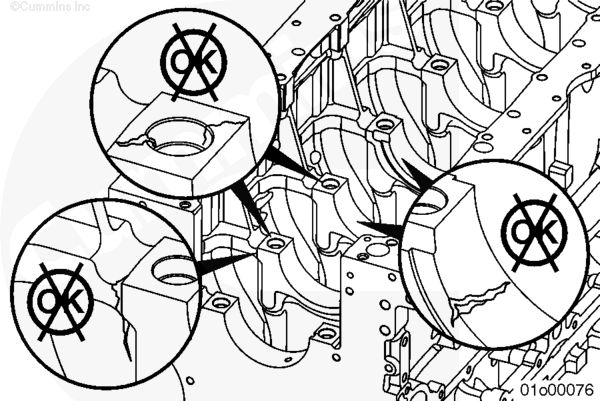
檢查主鞍座和主軸承蓋配合面有無(wú)磨蝕。
磨蝕看起來(lái)像表面有霜或者呈現(xiàn)橘皮一樣的紋理。
如果發(fā)現(xiàn)任何磨蝕,必須更換缸體。
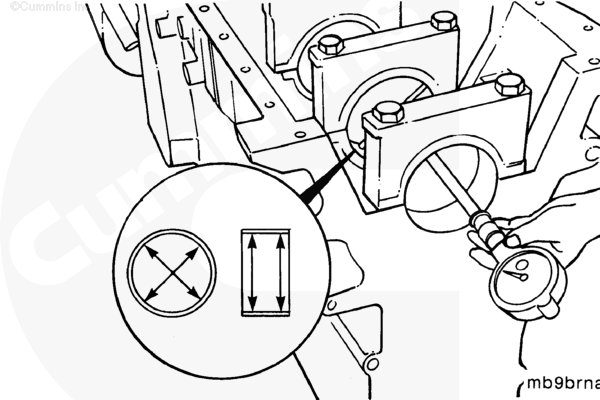
主軸承孔直徑的測(cè)量必須在主軸承拆下、主軸承蓋組裝并擰緊到正確技術(shù)規(guī)范的情況下進(jìn)行。
參考第 1 節(jié)中的步驟 001-006。
| 主軸承孔直徑 | ||
| mm | in | |
| 133.49 | 最小 | 5.2555 |
| 133.52 | 最大 | 5.2565 |
如主軸承孔直徑不符合技術(shù)規(guī)范,那么必須更換缸體。
維修
遵照此步驟補(bǔ)救部分螺紋缺失的螺栓孔。
采用此步驟無(wú)法補(bǔ)救延伸到螺栓凸臺(tái)中或上部沉孔下方的冷卻液室的裂紋。
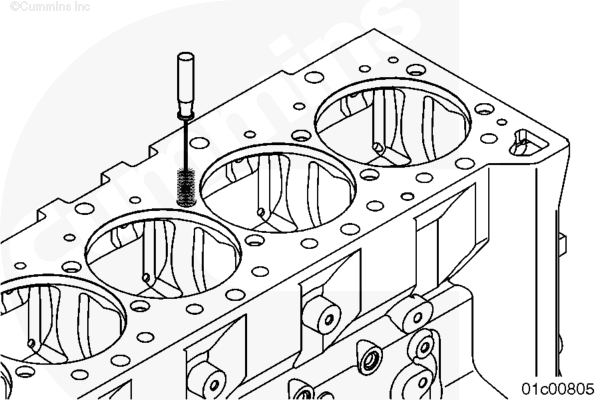
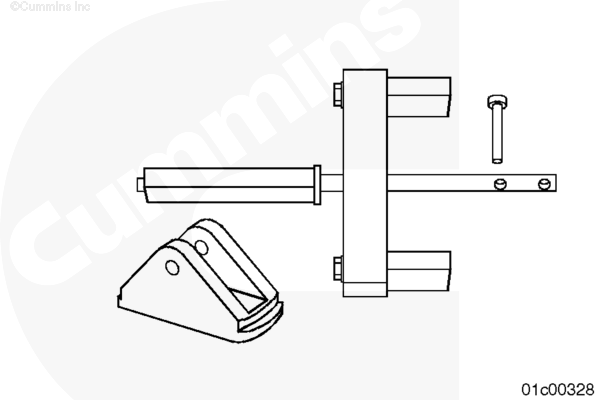
去除缸體頂面的所有毛刺。用于本步驟的有效工具是一把 12 英寸平面扁銼。必須去除毛刺才能獲得準(zhǔn)確的固定位置。
注 : 螺紋補(bǔ)救組件需要拆下缸套后才能使用。如果缸套仍在缸體中,必須在基座兩側(cè)都安裝相等的墊片,這樣可以架過(guò)缸套。
注 : 對(duì)于某些發(fā)動(dòng)機(jī),必須在安裝基座和鉆孔裝置之間使用隔圈(Cummins® 零件號(hào) 3376206)。
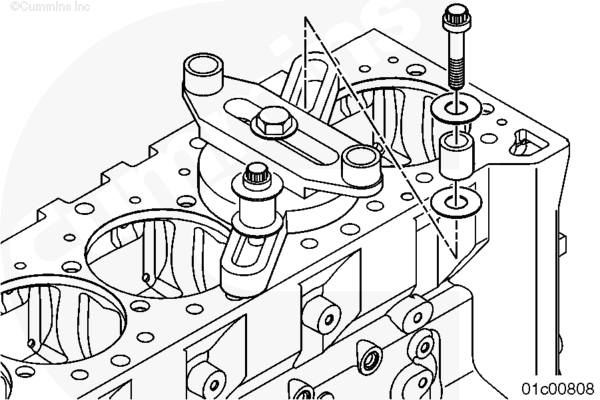
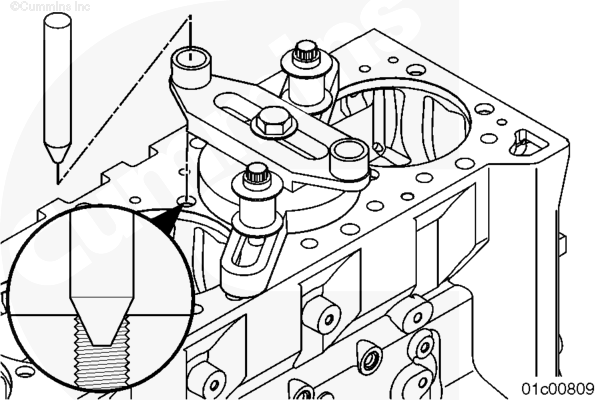
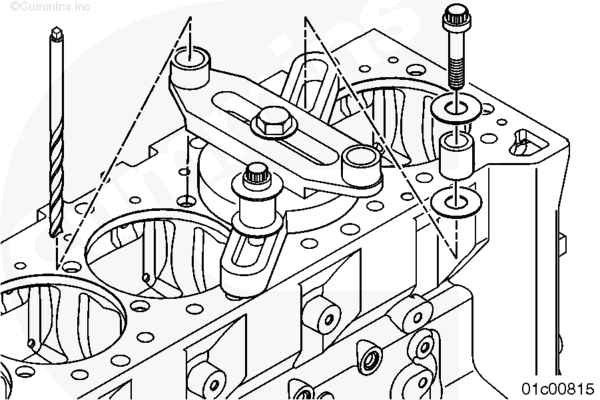
選擇兩個(gè)螺釘孔,使損壞的螺釘孔的位置大約在兩個(gè)孔的中間。使用合適的隔圈、四個(gè)平墊圈和現(xiàn)有的缸蓋螺釘,將安裝板總成安裝在螺釘孔上。
使用厚墊圈和 5/8-18 x 3 英寸六角頭螺釘,將鉆孔裝置連接在安裝板總成上。
將定位銷(xiāo)穿過(guò)合適的鉆孔裝置襯套孔,直到它進(jìn)入缸體上損壞的螺釘孔。
將鉆孔裝置導(dǎo)向桿和襯套對(duì)準(zhǔn)損壞的螺釘孔的中心。
擰緊三個(gè)螺釘,固定鉆孔裝置總成。
拆下定位銷(xiāo)。
僅在使用鉆頭維修時(shí)才需要安裝限位環(huán)。
某些組件中使用的鉆頭能夠迅速地去除無(wú)用的材料;但是,必須小心以確保所維修的螺栓孔深度不要超過(guò)技術(shù)規(guī)范。
下列步驟會(huì)使鉆頭在沒(méi)有達(dá)到原來(lái)孔深時(shí)就停止。剩余的材料使用鉸刀清除。
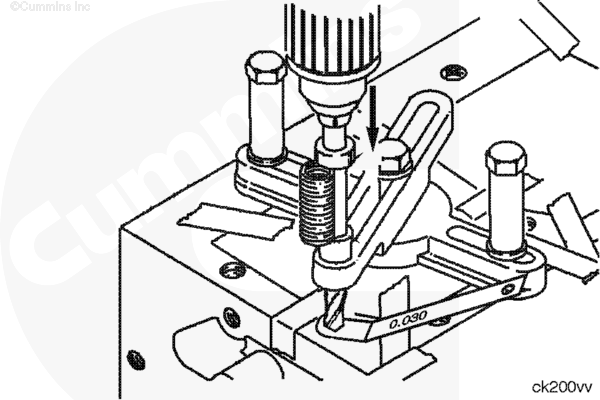
將一個(gè) 0.76 mm [0.030 in] 塞尺放在要維修的孔上。
將鉆頭穿過(guò)鉆套插入,直到鉆頭尖觸到塞尺。
將螺紋鑲?cè)Π惭b在鉆套和限位環(huán)之間。
將限位環(huán)向下移動(dòng),直到觸到鑲?cè)Γ缓髷Q緊限位環(huán)。
將鉆頭穿過(guò)鉆孔裝置襯套,使其停留在損壞的螺釘孔頂部上方。
使用帶離合器的鉆孔電機(jī),最大工作轉(zhuǎn)速為 300 rpm。采用適當(dāng)?shù)那邢饕骸2僮縻@孔電機(jī),直到限位環(huán)接觸鉆套。
WARNING
使用壓縮空氣時(shí),戴上合適的護(hù)目鏡和防護(hù)面罩。飛揚(yáng)的碎屑和臟物會(huì)造成人身傷害。
使用碎片真空吸塵器清除碎片。
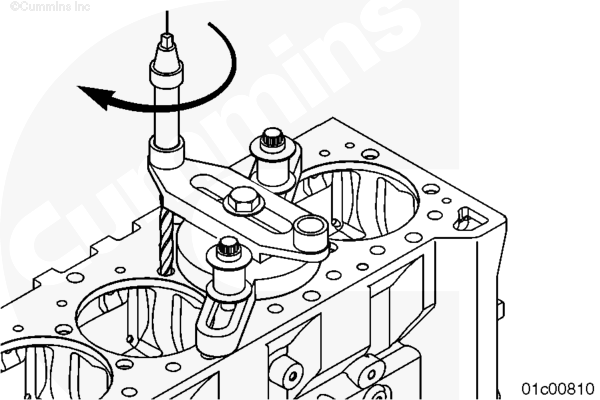
將鉸刀穿過(guò)鉆孔裝置襯套,使其停留在損壞的螺釘孔頂部上方。
在鉸削孔時(shí)頻繁地停下,用碎片真空吸塵器清潔孔。
使用帶離合器的、最大工作轉(zhuǎn)速為 300 rpm 的電動(dòng)鉆機(jī),以及適當(dāng)?shù)那邢饕骸J闺妱?dòng)鉆機(jī)運(yùn)轉(zhuǎn),直到鉸刀到達(dá)原來(lái)的螺釘孔的底部。
鉸刀到達(dá)螺釘孔底部后會(huì)停止切削。
WARNING
使用壓縮空氣時(shí),戴上合適的護(hù)目鏡和防護(hù)面罩。飛揚(yáng)的碎屑和臟物會(huì)造成人身傷害。
使用碎片真空吸塵器清除碎片。
經(jīng)常停下開(kāi)孔工作,以便使用碎片真空吸塵器清潔螺栓孔。
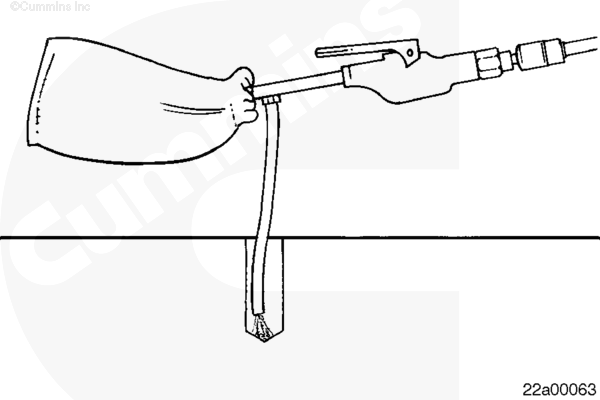
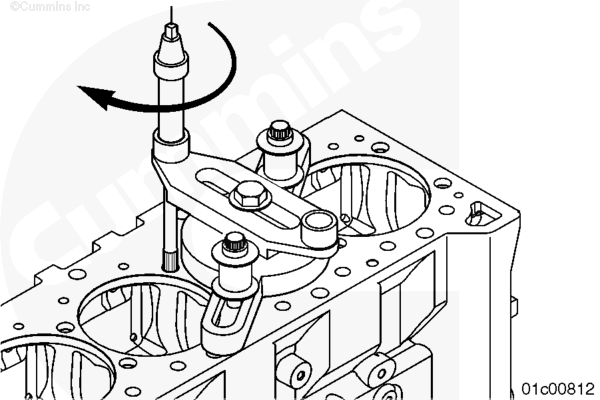
在適當(dāng)?shù)穆菁y攻端部安裝一個(gè) ½ 英寸方頭驅(qū)動(dòng)套筒。
在開(kāi)孔過(guò)程中,一直使螺紋攻受到良好的潤(rùn)滑。
安裝螺紋攻 (4)。使用適當(dāng)?shù)墓パ烙停謩?dòng)攻螺紋直到受損螺釘孔的底部。
取出螺紋攻。
WARNING
使用壓縮空氣時(shí),戴上合適的護(hù)目鏡和防護(hù)面罩。飛揚(yáng)的碎屑和臟物會(huì)造成人身傷害。
使用碎片真空吸塵器清除碎片。
拆下安裝螺釘、隔圈、四個(gè)平墊圈和安裝板總成。
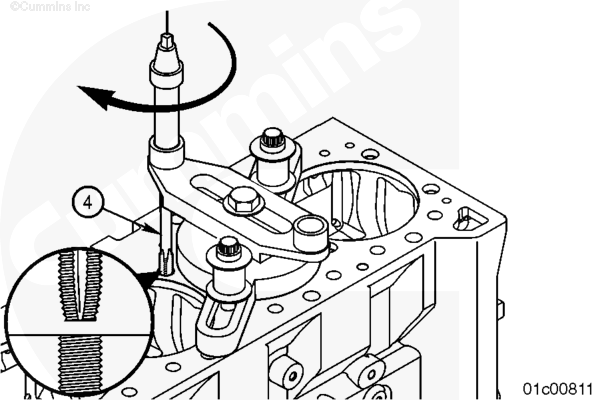
將螺紋攻按新的螺紋擰入和擰出幾次,核實(shí)螺紋狀況,然后從螺紋中間清除碎屑。
WARNING
當(dāng)使用溶劑、酸或堿性材料清潔時(shí),請(qǐng)遵循制造商的使用建議。戴上護(hù)目鏡并穿上防護(hù)服,以避免人身傷害。
WARNING
有些溶劑易燃并且具有毒性。使用之前,應(yīng)閱讀制造商的說(shuō)明。
檢查螺釘孔有無(wú)孔洞和裂紋的跡象。
使用脫脂溶劑清潔螺紋并沖洗出螺紋孔中所有的碎屑。
WARNING
使用壓縮空氣時(shí),戴上合適的護(hù)目鏡和防護(hù)面罩。飛揚(yáng)的碎屑和臟物會(huì)造成人身傷害。
使用片真空吸塵器清除孔中的脫脂溶劑。
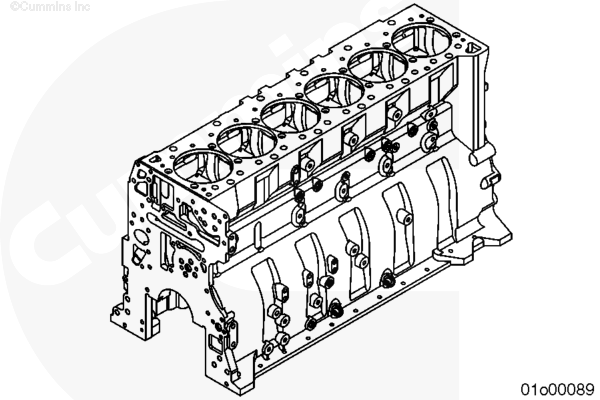
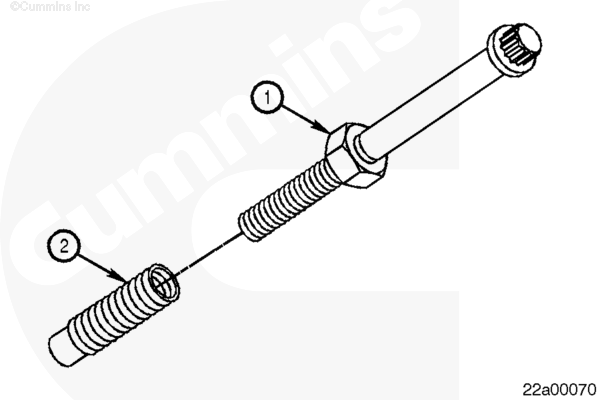
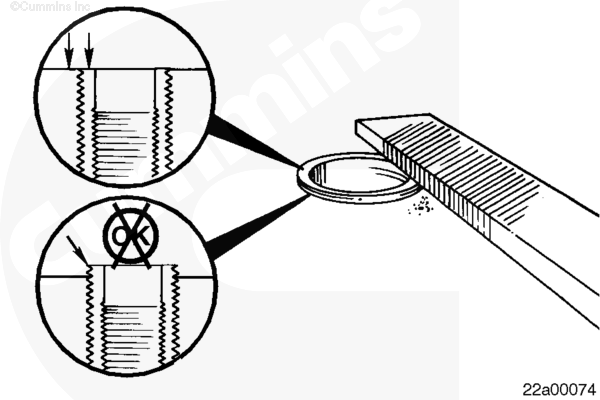
將適當(dāng)?shù)姆浪陕菽福?)裝在相應(yīng)的螺釘上。
將適當(dāng)?shù)穆菁y鑲?cè)Γ?)安裝在缸蓋安裝螺釘上,直到它靠近鑲?cè)Φ牡撞俊?
轉(zhuǎn)動(dòng)防松螺母(1),直到它接觸到螺紋鑲?cè)Γ?),從而將鑲?cè)头浪陕菽告i緊在一起。
WARNING
當(dāng)使用溶劑、酸或堿性材料清潔時(shí),請(qǐng)遵循制造商的使用建議。戴上護(hù)目鏡并穿上防護(hù)服,以避免人身傷害。
WARNING
有些溶劑易燃并且具有毒性。使用之前,應(yīng)閱讀制造商的說(shuō)明。
使用脫脂溶劑去除螺紋鑲?cè)λ闹艿姆雷o(hù)油。
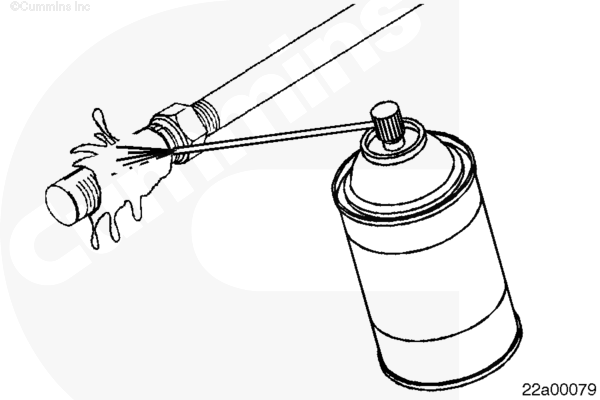
將螺紋鑲?cè)Α⒎浪陕菽负吐葆敯惭b到新攻出螺紋的孔中。確保螺紋鑲?cè)ψ匀绲財(cái)Q入孔中。
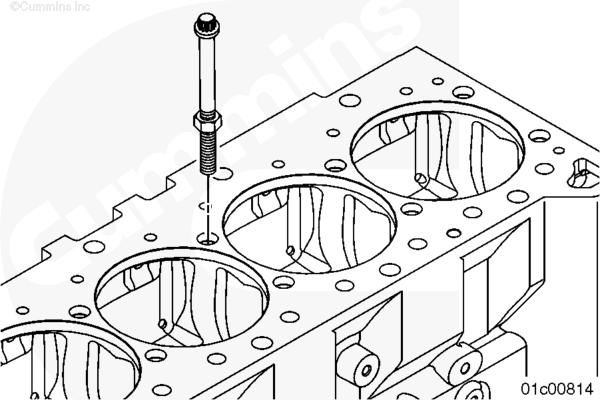
注 : 對(duì)于帶有沉孔的應(yīng)用類(lèi)型,測(cè)量從凹進(jìn)螺釘孔的沉孔面起的突出深度。
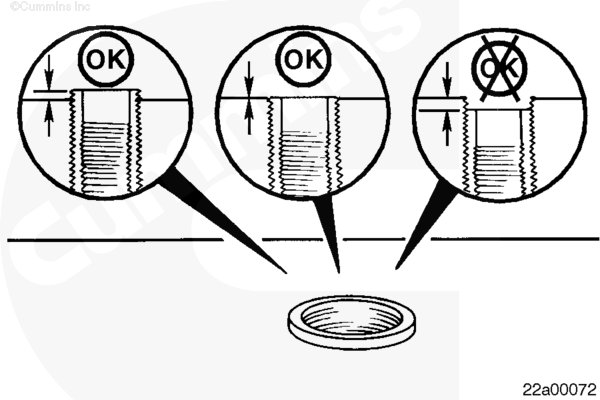
檢查有無(wú)突出量。確保螺紋鑲?cè)ν怀隽繛楦哂诟左w表面 0 至 1.0 mm [0 to 0.040 in]。
一定要確保在螺紋維修后仍保持最小所需螺紋深度。
如果鑲?cè)ν怀隽砍^(guò) 1 mm [0.040 in],當(dāng)擰緊時(shí)可能使缸蓋螺釘頂?shù)铰菁y孔底部。
記錄鑲?cè)Φ耐怀隽俊?
必須增加原來(lái)螺釘孔的深度。
如果鑲?cè)ν怀隽空_,安裝鑲?cè)Α?
如果突出量不正確,記錄測(cè)量值,然后調(diào)整孔的深度。
在增加螺釘孔深度前,檢查以下方面:
- 確保所用的螺紋鑲?cè)φ_。可使用兩種鑲?cè)Α3L(zhǎng)度外,兩種鑲?cè)σ粯印?
- 確保所用的螺紋鑲?cè)Φ拈L(zhǎng)度正確。
- 確保螺釘孔中的螺紋達(dá)到了孔底部。
- 確保沒(méi)有毛刺或其他損壞,否則可能使鑲?cè)Σ荒軘Q到螺釘孔的底部。
在檢查上述所列各項(xiàng)后,如果螺紋鑲?cè)ν怀隽咳猿^(guò) 1.0 mm [0.040 in],必須增加原來(lái)的螺栓孔深度。
注 : 螺紋補(bǔ)救組件需要拆下缸套后才能使用。如果缸套仍在缸體中,必須在基座兩側(cè)都安裝相等的墊片,這樣可以架過(guò)缸套。
注 : 對(duì)于某些發(fā)動(dòng)機(jī),必須在安裝基座和鉆孔裝置之間使用隔圈(零件號(hào) 3376206)。
安裝安裝板總成。
不要擰緊緊固件。
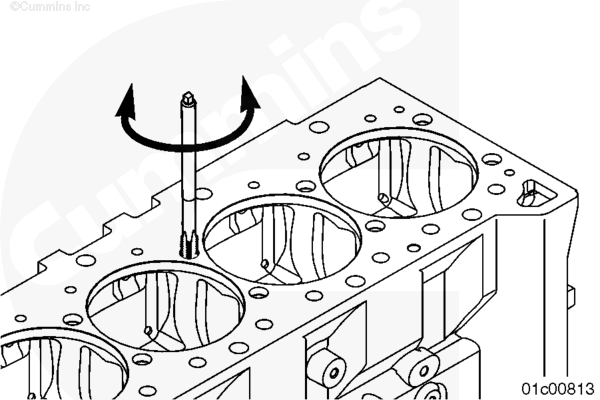
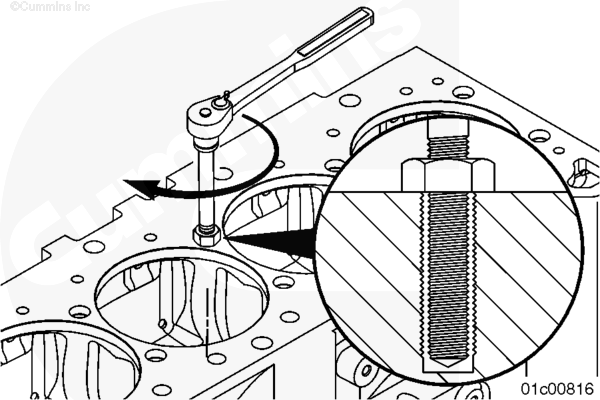
將鉆頭穿過(guò)鉆孔襯套,插入螺紋孔中,直到其觸到螺紋孔底部。
擰緊所有緊固件。
鉆頭必須可以在襯套和螺紋孔中自如地滑動(dòng),這表示它對(duì)準(zhǔn)了螺紋孔的中心。
不要使原來(lái)螺栓孔的深度增加超過(guò) 3.0 mm [0.120 in]。
使限位環(huán)滑入鉆頭尖上。
從鑲?cè)ν怀隽恐袦p去 0.50 mm [0.020 in]。
選擇厚度等于此數(shù)值的塞尺。
在鉆頭仍觸到螺紋孔底部的情況下,將塞尺插入限位環(huán)和鉆套之間。
擰緊限位環(huán)。
使用帶離合器的、最大工作轉(zhuǎn)速為 300 rpm 的電動(dòng)鉆機(jī),以及適當(dāng)?shù)那邢饕骸2僮縻@孔電機(jī),直到限位環(huán)接觸鉆套。
WARNING
使用壓縮空氣時(shí),戴上合適的護(hù)目鏡和防護(hù)面罩。飛揚(yáng)的碎屑和臟物會(huì)造成人身傷害。
使用碎片真空吸塵器清除碎片。
在第二次攻螺紋前不是必須鉸孔。
在適當(dāng)?shù)穆菁y攻端部安裝一個(gè) ½ 英寸方頭驅(qū)動(dòng)套筒。
在工作過(guò)程中,一直使螺紋受到良好的潤(rùn)滑。
安裝螺紋攻 (4)。使用適當(dāng)?shù)墓パ烙停謩?dòng)攻螺紋,直到受損螺釘孔的底部。
取出螺紋攻。
WARNING
當(dāng)使用溶劑、酸或堿性材料清潔時(shí),請(qǐng)遵循制造商的使用建議。戴上護(hù)目鏡并穿上防護(hù)服,以避免人身傷害。
WARNING
有些溶劑易燃并且具有毒性。使用之前,應(yīng)閱讀制造商的說(shuō)明。
檢查螺釘孔有無(wú)孔洞和裂紋的跡象。
使用脫脂溶劑清潔螺紋并沖洗出螺紋孔中所有的碎屑。
WARNING
使用壓縮空氣時(shí),戴上合適的護(hù)目鏡和防護(hù)面罩。飛揚(yáng)的碎屑和臟物會(huì)造成人身傷害。
使用碎片真空吸塵器清除孔中的碎片和脫脂溶劑。
將螺紋鑲?cè)Π惭b在缸蓋螺釘上,然后使用防松螺母鎖緊到位。
暫時(shí)安裝螺紋鑲?cè)Σz查突出量。確保突出量為高于缸體表面 0 至 1 mm [0 to 0.040 in]。
拆下鑲?cè)Α?
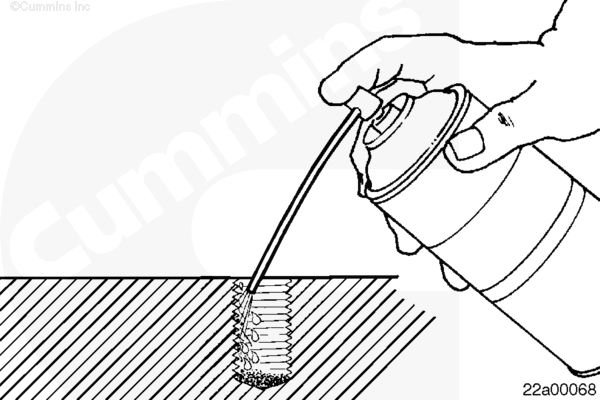
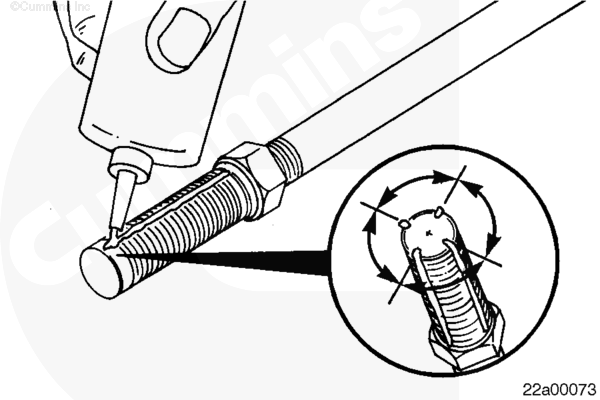
在螺紋鑲?cè)吐菁y孔上涂覆一薄層底漆(零件號(hào) 3824715)。等待 3 到 5 分鐘使其干燥。
在螺紋鑲?cè)λ闹芡扛菜牡缆菁y膠(零件號(hào) 3824038)。
每道必須為 0.8 mm [0.03 in] 寬,并一直涂滿(mǎn)螺紋鑲?cè)Φ恼麄€(gè)長(zhǎng)度,每道膠必須分開(kāi) 90 度。
安裝螺紋鑲?cè)Γ钡剿c缸體表面平齊,或到達(dá)螺釘孔的底部。
等待 3 個(gè)小時(shí)使其干燥。
WARNING
使用壓縮空氣時(shí),戴上合適的護(hù)目鏡和防護(hù)面罩。飛揚(yáng)的碎屑和臟物會(huì)造成人身傷害。
拆下螺釘和防松螺母。
如有必要,用銼刀或機(jī)器打磨螺紋鑲?cè)Φ捻敳浚顾c缸體表面平齊。
確保螺紋鑲?cè)?nèi)徑?jīng)]有毛刺。使用碎片真空吸塵器清除所有銼下的切屑或碎屑。
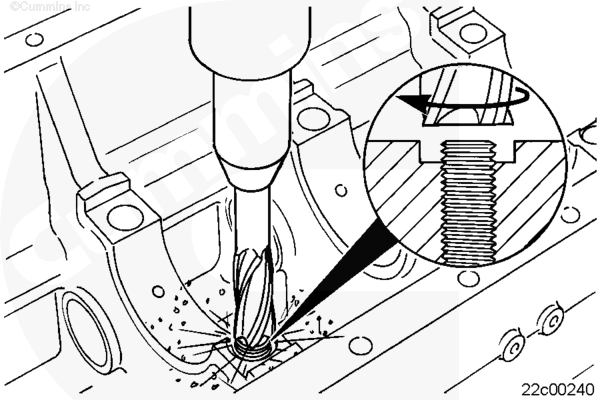
對(duì)于螺紋鑲?cè)Π歼M(jìn)沉孔的應(yīng)用類(lèi)型,必須使用端銑刀或機(jī)器切刀去除鑲?cè)Χ嘤嗟拈L(zhǎng)度,使它重新與沉孔對(duì)齊。
清潔
箱清潔方法
WARNING
當(dāng)使用溶劑、酸或堿性材料清潔時(shí),請(qǐng)遵循制造商的使用建議。戴上護(hù)目鏡并穿上防護(hù)服,以避免人身傷害。
WARNING
有些溶劑易燃并且具有毒性。使用之前,應(yīng)閱讀制造商的說(shuō)明。
康明斯公司建議使用清洗箱,以徹底清潔缸體。如果有清洗箱,遵照此步驟進(jìn)行。
注 : 康明斯公司不推薦任何特定的清潔溶液。
確保所有油道和水道碗形塞、螺紋塞和管塞已拆下,以便讓清洗溶劑流入通道。
拆下所有碗形塞。參考第 17 節(jié)中的步驟 017-002。
拆卸所有管塞。參考第 17 節(jié)中的步驟 017-007。
拆下所有直螺紋塞。參考第 17 節(jié)中的步驟 017-011。
注 : 如果在“高溫清洗箱”、噴射清洗機(jī)或類(lèi)似設(shè)備中清潔部件,則必須 更換所有碗形塞。這個(gè)清潔作業(yè)可能破壞密封膠的密封性能。
WARNING
該部件或總成重達(dá) 23 kg [50 lb] 以上。若要防止造成嚴(yán)重的人身傷害,一定要尋求幫助或使用合適的提升設(shè)備來(lái)提升此部件或總成。
WARNING
使用壓縮空氣時(shí),戴上合適的護(hù)目鏡和防護(hù)面罩。飛揚(yáng)的碎屑和臟物會(huì)造成人身傷害。
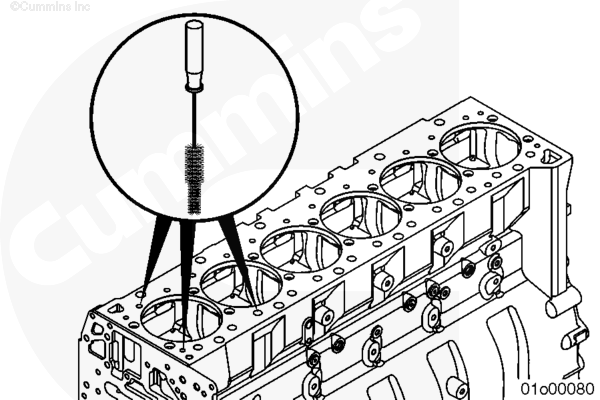
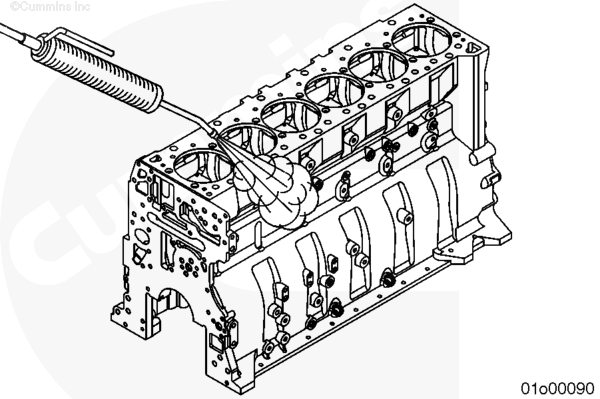
使用發(fā)動(dòng)機(jī)清潔刷組件中的通道刷清潔油道和水道。首先清潔垂直的通道/主道,然后清潔水平的通道/主道,以實(shí)現(xiàn)碎屑清除的最佳效果。
采用以下步驟確定油道和冷卻液水道的位置。參考第 F 節(jié)中的步驟 200-002。
WARNING
使用蒸汽清潔機(jī)時(shí),穿戴適當(dāng)?shù)淖o(hù)眼和護(hù)臉裝備以及防護(hù)服。熱蒸汽可能會(huì)造成嚴(yán)重的人身傷害。
注 : 如果不會(huì)立即將缸體放入清洗箱,涂覆一層防護(hù)油,以避免生銹,并覆蓋缸體以避免灰塵粘在機(jī)油上。
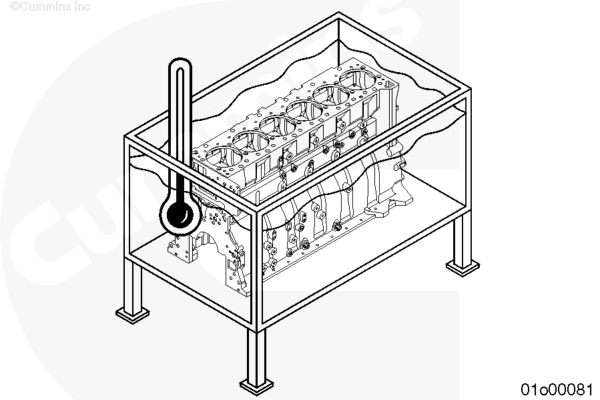
遵循清洗箱和清洗溶液制造商的使用說(shuō)明。
將清洗溶劑加熱到 80°C 至 95°C [176°F 至 203°F] 能夠獲得最佳使用效果。
使用清洗箱混合并過(guò)濾清潔溶劑以獲得最佳效果。
將缸體從發(fā)動(dòng)機(jī)支座上拆下。
將缸體浸入高溫清洗箱液槽的清洗溶劑中,并攪動(dòng)溶劑。
WARNING
使用蒸汽清潔機(jī)時(shí),穿戴適當(dāng)?shù)淖o(hù)眼和護(hù)臉裝備以及防護(hù)服。熱蒸汽可能會(huì)造成嚴(yán)重的人身傷害。
從清洗箱中取出缸體。
在熱水中清洗缸體,或用蒸汽清洗以清除清洗溶劑。
在冷水中漂洗缸體,以減小蒸發(fā)和盡可能減小氧化。
WARNING
使用壓縮空氣時(shí),戴上合適的護(hù)目鏡和防護(hù)面罩。飛揚(yáng)的碎屑和臟物會(huì)造成人身傷害。
CAUTION
確保所有的水已經(jīng)從螺釘孔和機(jī)油油道中流出,以防止缸體生銹。
用壓縮空氣吹干缸體。用壓縮空氣吹凈所有螺栓孔、水道和油道。
WARNING
當(dāng)使用溶劑、酸或堿性材料清潔時(shí),請(qǐng)遵循制造商的使用建議。戴上護(hù)目鏡并穿上防護(hù)服,以避免人身傷害。
WARNING
有些溶劑易燃并且具有毒性。使用之前,應(yīng)閱讀制造商的說(shuō)明。
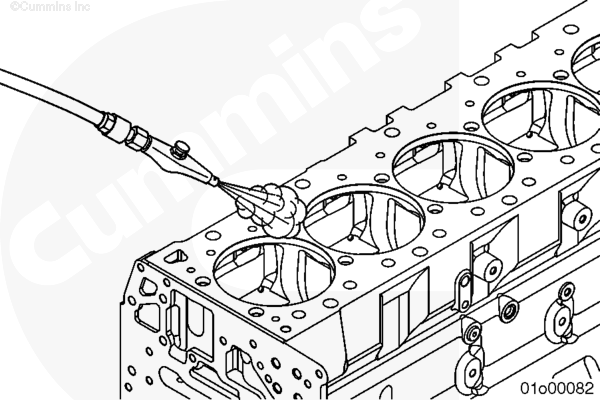
用安全溶劑清潔缸體頂面,以去除以上步驟中所有殘留的清洗溶劑。
清潔沉孔臺(tái)階區(qū)域并去除所有殘留的清潔溶劑、O 形圈材料或腐蝕。
清潔碗形塞密封區(qū)域。
注 : 如果在“高溫清洗箱”、噴射清洗機(jī)或類(lèi)似設(shè)備中清潔部件,則必須更換所有碗形塞。這個(gè)清潔作業(yè)可能破壞密封膠的密封性能。
WARNING
當(dāng)使用溶劑、酸或堿性材料清潔時(shí),請(qǐng)遵循制造商的使用建議。戴上護(hù)目鏡并穿上防護(hù)服,以避免人身傷害。
WARNING
有些溶劑易燃并且具有毒性。使用之前,應(yīng)閱讀制造商的說(shuō)明。
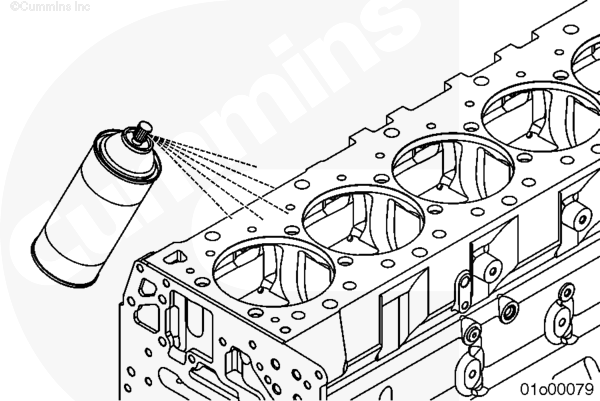
如果缸體不準(zhǔn)備立即使用,涂抹防腐油以防止銹蝕。
將缸體罩上以防機(jī)油粘附污垢。
非箱清洗方法
康明斯公司建議使用清洗箱,以徹底清潔缸體。如果沒(méi)有清洗箱,遵照此步驟進(jìn)行。
確保所有油道和水道碗形塞、螺紋塞和管塞已拆下,以便讓清洗溶劑流入通道。
拆下所有碗形塞。參考第 17 節(jié)中的步驟 017-002。
拆卸所有管塞。參考第 17 節(jié)中的步驟 017-007。
拆下所有直螺紋塞。參考第 17 節(jié)中的步驟 017-011。
注 : 如果在“高溫清洗箱”、噴射清洗機(jī)或類(lèi)似設(shè)備中清潔部件,則必須 更換所有碗形塞。這個(gè)清潔作業(yè)可能破壞密封膠的密封性能。
WARNING
該部件或總成重達(dá) 23 kg [50 lb] 以上。若要防止造成嚴(yán)重的人身傷害,一定要尋求幫助或使用合適的提升設(shè)備來(lái)提升此部件或總成。
WARNING
使用壓縮空氣時(shí),戴上合適的護(hù)目鏡和防護(hù)面罩。飛揚(yáng)的碎屑和臟物會(huì)造成人身傷害。
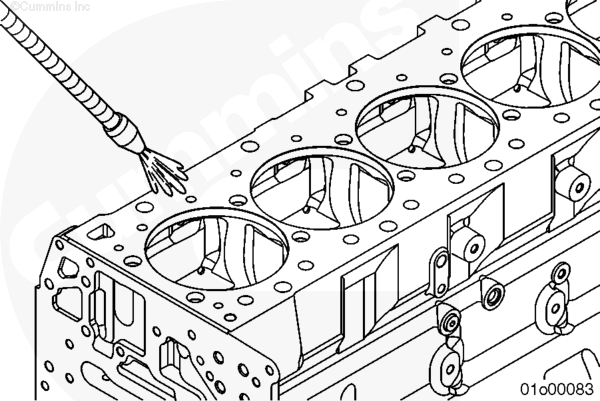
使用蒸汽清洗機(jī)清潔缸體。確保所有機(jī)油道都是清潔的。使用溫的肥皂水進(jìn)行清洗。
WARNING
使用壓縮空氣時(shí),戴上合適的護(hù)目鏡和防護(hù)面罩。飛揚(yáng)的碎屑和臟物會(huì)造成人身傷害。
使用發(fā)動(dòng)機(jī)清潔刷組件中的通道刷清潔油道和水道。首先清潔垂直的通道/主道,然后清潔水平的通道/主道,以實(shí)現(xiàn)碎屑清除的最佳效果。
采用以下步驟確定油道和冷卻液水道的位置。參考第 F 節(jié)中的步驟 200-002。
用冷水漂洗,以減小蒸發(fā)和盡可能減小漂洗過(guò)程中的氧化。
WARNING
使用壓縮空氣時(shí),戴上合適的護(hù)目鏡和防護(hù)面罩。飛揚(yáng)的碎屑和臟物會(huì)造成人身傷害。
CAUTION
確保所有的水已經(jīng)從螺釘孔和機(jī)油油道中流出,以防止缸體生銹。
用壓縮空氣吹干缸體。用壓縮空氣吹凈所有螺栓孔、水道和油道。
WARNING
當(dāng)使用溶劑、酸或堿性材料清潔時(shí),請(qǐng)遵循制造商的使用建議。戴上護(hù)目鏡并穿上防護(hù)服,以避免人身傷害。
WARNING
有些溶劑易燃并且具有毒性。使用之前,應(yīng)閱讀制造商的說(shuō)明。
用安全溶劑清潔缸體頂面,以去除以上步驟中所有殘留的清洗溶劑。
清潔沉孔臺(tái)階區(qū)域并去除所有殘留的清潔溶劑、O 形圈材料或腐蝕。
清潔碗形塞密封區(qū)域。
注 : 如果在“高溫清洗箱”、噴射清洗機(jī)或類(lèi)似設(shè)備中清潔部件,則必須 更換所有碗形塞。這個(gè)清潔作業(yè)可能破壞密封膠的密封性能。
徹底清潔所有密封墊密封表面上的所有密封墊殘余物。
WARNING
當(dāng)使用溶劑、酸或堿性材料清潔時(shí),請(qǐng)遵循制造商的使用建議。戴上護(hù)目鏡并穿上防護(hù)服,以避免人身傷害。
WARNING
有些溶劑易燃并且具有毒性。使用之前,應(yīng)閱讀制造商的說(shuō)明。
如果缸體不準(zhǔn)備立即使用,涂抹防腐油以防止銹蝕。
將缸體罩上以防機(jī)油粘附污垢。
最后步驟
一旦缸體和所有水道和油道已經(jīng)徹底清潔并吹干:
安裝所有碗形塞。參考第 17 節(jié)中的步驟 017-002。
安裝所有管塞。參考第 17 節(jié)中的步驟 017-007。
安裝所有直螺紋塞。參考第 17 節(jié)中的步驟 017-011。
注 : 如果在“高溫清洗箱”、噴射清洗機(jī)或類(lèi)似設(shè)備中清潔部件,則必須 更換所有碗形塞。這個(gè)清潔作業(yè)可能破壞密封膠的密封性能。
注 : 在組裝發(fā)動(dòng)機(jī)前,徹底清潔和檢查曲軸、凸輪軸、齒輪室、油底殼、缸蓋、搖臂、機(jī)油泵、活塞、連桿和其它相關(guān)零件,以清除碎屑,并更換損壞零件。
注 : 如果用新缸體或以前存放的缸體更換,在組裝前一定要清除缸孔、主軸承孔和密封墊密封區(qū)域中的所有殘留的機(jī)油/銹跡。
注 : 如果發(fā)動(dòng)機(jī)有產(chǎn)生碎屑的故障,更換機(jī)油冷卻器。
組裝發(fā)動(dòng)機(jī)。
參考第 DS 節(jié) - 發(fā)動(dòng)機(jī)拆解 - 第 00 組。
缸體和缸套座
準(zhǔn)備步驟
WARNING
為了減小人身傷害的可能性,應(yīng)避免皮膚直接接觸熱機(jī)油。
WARNING
美國(guó)的一些州和聯(lián)邦機(jī)構(gòu)已經(jīng)認(rèn)定使用過(guò)的機(jī)油有致癌作用,而且能造成生殖疾病。應(yīng)避免吸入機(jī)油蒸汽、誤吞以及長(zhǎng)時(shí)間接觸用過(guò)的機(jī)油。如果不再繼續(xù)使用,應(yīng)按照當(dāng)?shù)丨h(huán)保法規(guī)進(jìn)行處理。
- 排放機(jī)油。參考第 7 節(jié)中的步驟 007-037。
- 拆下油底殼。參考第 7 節(jié)中的步驟 007-025。
- 拆下機(jī)油吸油管。參考第 7 節(jié)中的步驟 007-035。
- 拆下缸體加強(qiáng)板。參考第 1 節(jié)中的步驟 001-089。
泄漏測(cè)試
向發(fā)動(dòng)機(jī)冷卻系統(tǒng)加壓。參考第 8 節(jié)中的步驟 008-018。
注 : 檢查缸套座前應(yīng)加壓 15 分鐘。確保檢查前系統(tǒng)內(nèi)保持有氣壓。
| 測(cè)量 | ||
| kpa | psi | |
| 空氣壓力: | 138 | 20 |
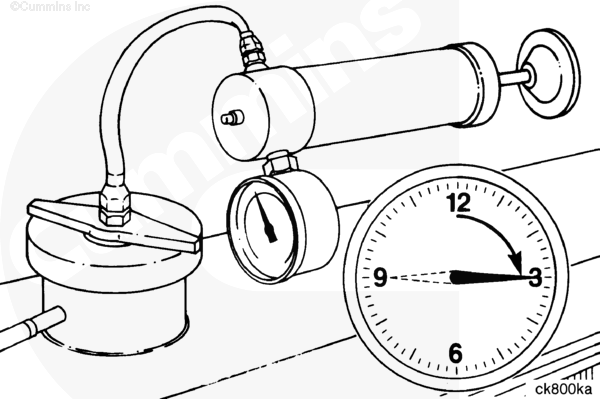
檢查缸套外周,以及缸體中缸套座下部的區(qū)域有無(wú)冷卻液泄漏。
如果發(fā)現(xiàn)泄漏:
- 拆卸并檢查缸套。參考第 1 節(jié)中的步驟 001-028。
參考缸套沉孔臺(tái)階繼續(xù)使用指南,公告號(hào)4383753 ,以檢查沉孔臺(tái)階表面區(qū)域有無(wú)點(diǎn)蝕、磨蝕或磨損的痕跡。
- 檢查缸體缸套孔區(qū)域。如果任何一個(gè)氣缸上出現(xiàn)磨蝕或磨損,必須對(duì)所有六個(gè)氣缸進(jìn)行機(jī)加工且更換缸套。參考第 1 節(jié)中的步驟 001-058。
最后步驟
- 安裝缸體加強(qiáng)板。參考第 1 節(jié)中的步驟 001-089。
- 安裝機(jī)油吸油管。參考第 7 節(jié)中的步驟 007-035。
- 安裝油底殼。參考第 7 節(jié)中的步驟 007-025。
- 加注和充注潤(rùn)滑系統(tǒng)。參考第 7 節(jié)中的步驟 007-037。
- 運(yùn)轉(zhuǎn)發(fā)動(dòng)機(jī),使之達(dá)到正常工作溫度,并檢查有無(wú)泄漏。
如果有故障造成冷卻液、機(jī)油、過(guò)多燃油或過(guò)多黑煙進(jìn)入排氣系統(tǒng),必須檢查后處理系統(tǒng)。參考第 14 節(jié)中的步驟 014-013。
缸套
概述
CAUTION
15L 發(fā)動(dòng)機(jī)現(xiàn)有四種不同的缸套設(shè)計(jì)。認(rèn)清正在拆卸的缸套非常重要,以便正確選擇替換缸套。
現(xiàn)有的維修用15L 發(fā)動(dòng)機(jī)替換缸套設(shè)計(jì):
|
耐磨環(huán)缸套
|
缸套外徑 | 缸套中間限位墊片 |
平頂
或
槽頂
|
缸套底部外徑周?chē)臋C(jī)加工識(shí)別帶 | |
| 1 | 是 | 150 mm [5.906 inch] | 專(zhuān)屬墊片 | 平頂 | 2 |
| 2 | 是 | 152 mm [5.984 inch] | 維修墊片 | 平頂 | 2 |
| 3 | 否 | 150 mm [5.906 inch] | 專(zhuān)屬墊片 | 平頂 | 1 |
| 4 | 否 | 152 mm [5.984 inch] | 維修墊片 | 平頂 | 1 |
| 5 | 否 | 150 mm [5.906 inch] | 無(wú)墊片 | 槽頂 | 0 |
具體一種發(fā)動(dòng)機(jī)所采用的設(shè)計(jì)取決于其生產(chǎn)的年代。
缸套裝配有一個(gè)維修墊片或帽式墊片,厚度為 0.8128 mm [0.032 inch]。缸套已經(jīng)經(jīng)過(guò)切削,以適應(yīng)此墊片。因此,必須使用此墊片。在已經(jīng)經(jīng)過(guò)機(jī)加工的缸體上,需使用第二個(gè)維修墊片以符合缸體機(jī)加工深度。缸體機(jī)加工允許的最大深度只能為 0.8128 mm [0.032 inch],因此,不能為增加缸體機(jī)加工深度繼續(xù)增加墊片。
注 : 如果將活塞從高頂環(huán)活塞換成低頂環(huán)活塞,則缸套不能繼續(xù)使用。活塞的這種變化導(dǎo)致缸套磨損圖案上的活塞環(huán)間隔差異,并可能導(dǎo)致活塞環(huán)座合和密封問(wèn)題。關(guān)于活塞的識(shí)別,參考 ISX15 和 QSX15 活塞和缸套變更歷史、識(shí)別和兼容性(公告號(hào) 4383774)。
CAUTION
耐磨環(huán)缸套只能與低頂環(huán)活塞一同使用。有關(guān)低頂環(huán)活塞識(shí)別的更多信息,參考 ISX15 and QSX15 活塞和缸套變更歷史、識(shí)別和兼容性(公告號(hào) 4383774)。如果耐磨環(huán)缸套與高頂環(huán)活塞一同使用,會(huì)導(dǎo)致影響發(fā)動(dòng)機(jī)重新組裝的機(jī)械式干擾。
耐磨環(huán)缸套包含一個(gè)可拆卸的除碳環(huán),也就是說(shuō)耐磨環(huán)安裝在缸套的頂部中。缸套頂部有一個(gè)機(jī)加工的沉孔,這里正是耐磨環(huán)的安裝位置。
安裝后,耐磨環(huán)正好懸在缸套孔的上方。這樣可以不斷刮除活塞頂面上的積碳。這種設(shè)計(jì)可以限制積碳的厚度,使其在工作時(shí)不會(huì)接觸缸套壁。這可以防止活塞碳堆積引起的缸套孔拋光。
耐磨環(huán)是對(duì)稱(chēng)的,因此不用區(qū)分頂端或底端。
耐磨環(huán)可維修并且更換時(shí)無(wú)需更換缸套。
耐磨環(huán)缸套是平頂缸套。
防磨光活塞環(huán)缸套只能與低頂環(huán)活塞兼容。有關(guān)更多信息,參考 ISX15 和 QSX15 活塞和缸套變更歷史、識(shí)別和兼容性(公告號(hào) 4383774)。
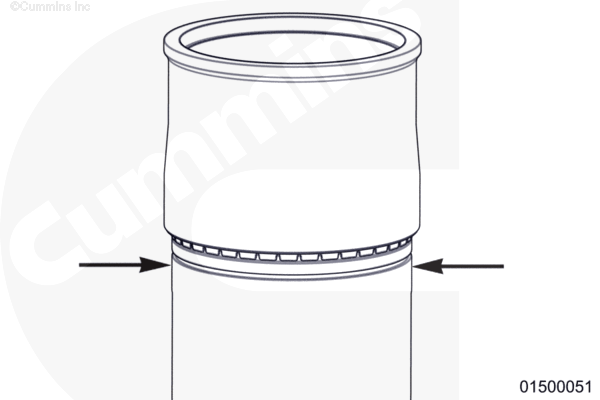
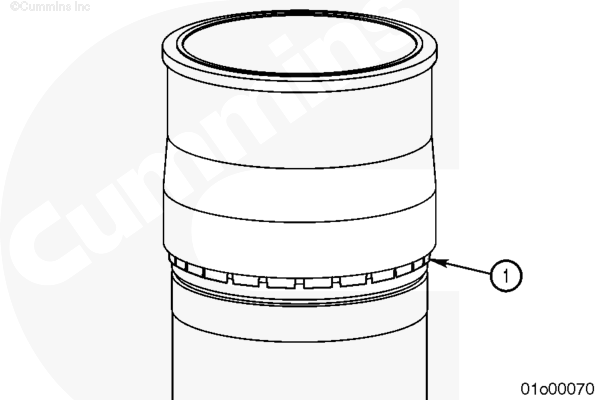
耐磨環(huán)缸套在缸套底部外徑周?chē)袃蓷l機(jī)加工識(shí)別帶。指明此缸套配備一個(gè)耐磨環(huán)和一個(gè)黃銅墊片。這些識(shí)別帶是用于識(shí)別安裝狀態(tài)的缸套的,可通過(guò)接近曲軸箱并觀察/觸摸缸套底部獲取識(shí)別帶上的信息。
CAUTION
大外徑缸套不會(huì)裝入小缸徑缸體中;但是,小外徑缸套可裝入大缸徑缸體中并可能導(dǎo)致故障出現(xiàn)。
現(xiàn)有兩種不同的缸套外徑尺寸。測(cè)量并確定每臺(tái)發(fā)動(dòng)機(jī)的正確的缸套尺寸非常重要。
應(yīng)在緊挨 O 形圈下方的填料區(qū)域測(cè)量缸套的外徑。將此測(cè)量結(jié)果與下表中的值相比較以確定正確的更換缸套尺寸。
注 : 墊片調(diào)整缸套可與所有之前的平頂缸套向后兼容,并可在同一臺(tái)發(fā)動(dòng)機(jī)中混用或匹配。
以下數(shù)值應(yīng)用來(lái)確定缸體和缸套的兼容性,而不能用作繼續(xù)使用指南。這些數(shù)值僅為標(biāo)稱(chēng)值,不是技術(shù)規(guī)范。
| 缸套外徑(填料區(qū)域處) | 缸體孔直徑(缸套填料接觸區(qū)) | ||
| 大外徑 (OD) 缸套 | 大缸徑缸體 | ||
| 152 mm | [5.984 in] | 152 mm | [5.984 in] |
| 小外徑 (OD) 缸套/工廠墊片調(diào)整缸套 | 小缸徑缸體 | ||
| 150 mm | [5.906 in] | 150 mm | [5.906 in] |
CAUTION
帶配套墊片的缸套在裝入缸體時(shí)不得去除墊片。否則將導(dǎo)致缸套凹進(jìn)缸體里。
CAUTION
一旦從缸套上拆下工廠墊片,就無(wú)法繼續(xù)使用。使用過(guò)的墊片必須棄置,并安裝新的工廠墊片。
CAUTION
無(wú)法用非墊片調(diào)整缸套修復(fù)配有工廠墊片調(diào)整缸套總成的發(fā)動(dòng)機(jī)。
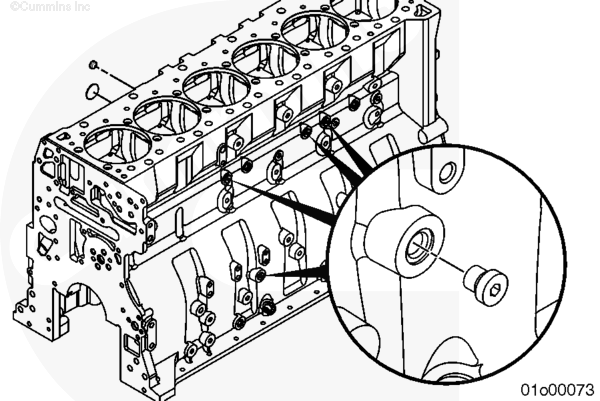
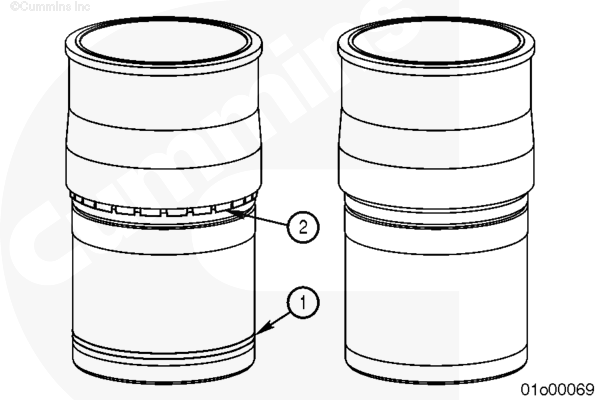
帶硬化黃銅墊片的缸套
帶工廠墊片的小外徑 (150 mm [5.906 inch]) 缸套
- 通過(guò)缸套外徑下部機(jī)加工出的一或兩個(gè)條紋帶可很容易地識(shí)別工廠墊片調(diào)整缸套。在安裝缸套時(shí),此條紋帶可見(jiàn)。這些缸套在中間限位座合區(qū)域包含一個(gè)固定式硬化黃銅墊片 (2)。這是唯一一個(gè)帶有沖壓固定鎖舌的墊片。
帶維修墊片的大外徑 (152 mm [5.984 inch]) 缸套
- 可以通過(guò)缸套外徑底部的機(jī)加工帶 (1) 識(shí)別需要使用維修墊片的 152 mm [5.984 inch] 缸套。這些機(jī)加工帶用于識(shí)別處于安裝狀態(tài)下的缸套,可以通過(guò)接近曲軸箱以及觀察/觸摸缸套底部來(lái)識(shí)別。
CAUTION
所有六缸發(fā)動(dòng)機(jī)缸套必須為槽頂缸套或平頂缸套設(shè)計(jì),并采用相同外徑。
平頂缸套對(duì)比槽頂缸套
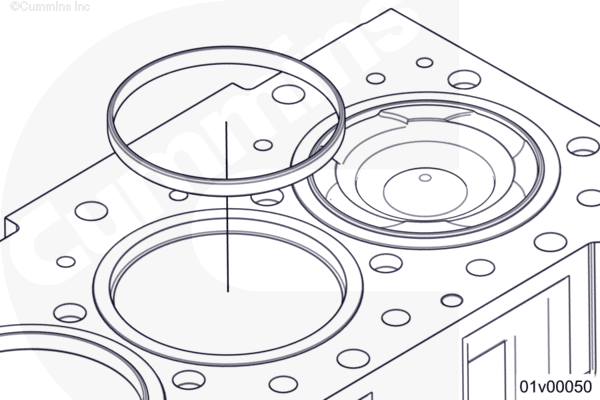
槽頂缸套
- 早期的 15L 發(fā)動(dòng)機(jī)采用經(jīng)典缸套設(shè)計(jì):缸套頂部有一個(gè)機(jī)加工的凹槽,并使用多件式缸蓋密封墊。
平頂缸套
- 當(dāng)前缸套設(shè)計(jì):缸套頂部完全從缸體突出。這種缸套沒(méi)有任何凹槽,并使用當(dāng)前的一件式缸蓋密封墊。

準(zhǔn)備步驟
WARNING
不要從熱發(fā)動(dòng)機(jī)上打開(kāi)散熱器壓力蓋。應(yīng)等冷卻液溫度降至 50°C [120°F] 以下時(shí)才能拆下壓力蓋。否則高溫冷卻液或蒸汽噴出可能會(huì)造成人身傷害。
WARNING
冷卻液有毒。避免兒童與寵物接觸冷卻液。如果不再繼續(xù)使用,應(yīng)按照當(dāng)?shù)丨h(huán)保法規(guī)進(jìn)行處理。
WARNING
該部件或總成重達(dá) 23 kg [50 lb] 以上。若要防止造成嚴(yán)重的人身傷害,一定要尋求幫助或使用合適的提升設(shè)備來(lái)提升此部件或總成。
WARNING
為了減小人身傷害的可能性,應(yīng)避免皮膚直接接觸熱機(jī)油。
WARNING
美國(guó)的一些州和聯(lián)邦機(jī)構(gòu)已經(jīng)認(rèn)定使用過(guò)的機(jī)油有致癌作用,而且能造成生殖疾病。應(yīng)避免吸入機(jī)油蒸汽、誤吞以及長(zhǎng)時(shí)間接觸用過(guò)的機(jī)油。如果不再繼續(xù)使用,應(yīng)按照當(dāng)?shù)丨h(huán)保法規(guī)進(jìn)行處理。
- 有關(guān)做功缸部件的識(shí)別信息,參考 ISX15 and QSX15 活塞和缸套變更歷史、識(shí)別和兼容性(公告號(hào) 4383774)。
- 排放冷卻系統(tǒng)。參考第 8 節(jié)中的步驟 008-018。
- 排放機(jī)油。參考第 7 節(jié)中的步驟 007-037。
- 拆下缸蓋。參考第 2 節(jié)中的步驟 002-004。
- 拆下油底殼。參考第 7 節(jié)中的步驟 007-025。
- 拆下機(jī)油吸油管。參考第 7 節(jié)中的步驟 007-035。
- 拆下缸體加強(qiáng)板。參考第 1 節(jié)中的步驟 001-089。
- 拆下活塞冷卻噴嘴。參考第 1 節(jié)中的步驟 001-046。
- 拆卸活塞和連桿總成。參考第 1 節(jié)中的步驟 001-054。
注 : 如果只測(cè)量缸套突出量且不拆下缸套,則不需要拆下油底殼、吸油管、缸體加強(qiáng)板活塞冷卻噴嘴及活塞和連桿總成。
初始檢查
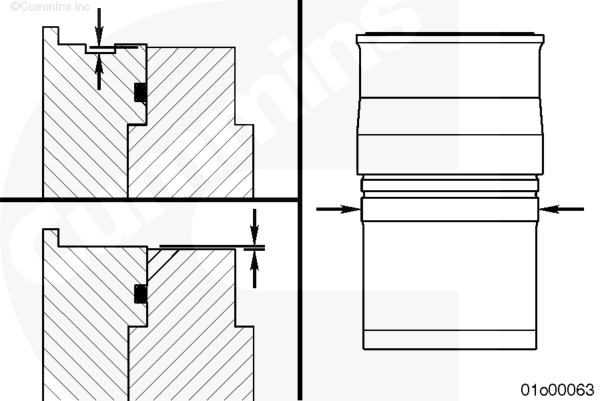
缸套突出量
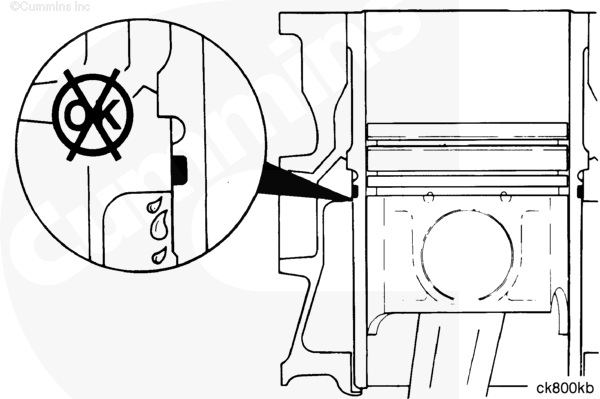
對(duì)于平頂缸套,所測(cè)量的缸套突出量應(yīng)是缸套法蘭高于缸體表面的高度,而與法蘭或防火圈高度無(wú)關(guān)。
測(cè)量缸套時(shí),缸套必須處于夾緊狀態(tài)。
對(duì)于耐磨環(huán)缸套,耐磨環(huán)應(yīng)保持安裝狀態(tài)以便為缸套安裝工具壓板定心。
將缸套安裝工具(零件號(hào) 3164606)安裝并擰緊到卡箍上。
旋轉(zhuǎn)壓板,直到突出量待測(cè)區(qū)域露出。
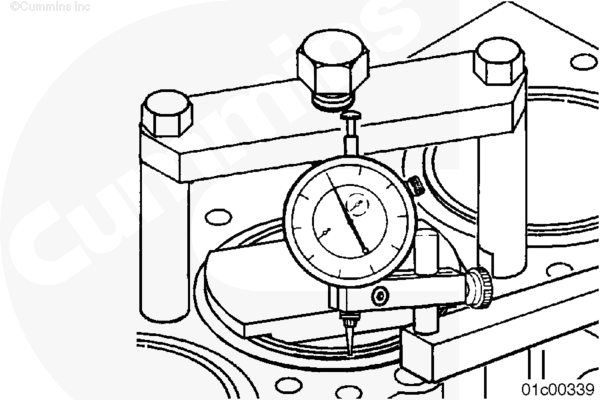
平頂缸套
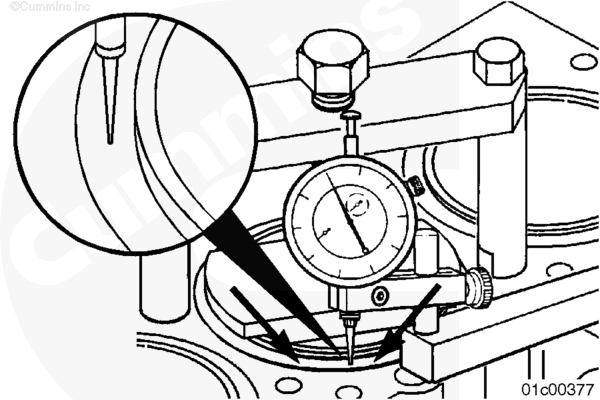
- 使用深度規(guī)(零件號(hào) 3164438)測(cè)量夾緊狀態(tài)下的突出量。
注 : 拆卸任何缸套前,測(cè)量所有六個(gè)氣缸。
各單個(gè)氣缸的測(cè)量值:
| 單缸突出量(單個(gè)氣缸四周的測(cè)量差值): | ||
| mm | in | |
| 0.0381 | 最大 | 0.0015 |
| 缸套突出量(單個(gè)氣缸四周): | ||
| mm | in | |
| 0.18 | 最小 | 0.007 |
| 0.36 | 最大 | 0.014 |
對(duì)每個(gè)氣缸進(jìn)行總共六次測(cè)量,排氣側(cè)三次,進(jìn)氣側(cè)三次。如果任何一個(gè)單獨(dú)測(cè)量值與其他五個(gè)測(cè)量值的差異超過(guò)上面列出的技術(shù)規(guī)范,或超過(guò)上面列出的最小/最大值技術(shù)規(guī)范,參考下面的維修方法。
采用上面獲得的測(cè)量結(jié)果,計(jì)算得到每個(gè)氣缸所有六個(gè)讀數(shù)的平均值。將平均讀數(shù)應(yīng)用到下列技術(shù)規(guī)范中:
缸體至缸體之間的測(cè)量值:
- 最低缸套和最高缸套之間的差值不能大于 0.102 mm (0.004 in]。
- 相鄰氣缸的最大允許差異為 0.051 mm [0.002 in]。
如果缸套平均測(cè)量值不符合上述技術(shù)規(guī)范,則參考以下的維修說(shuō)明:
修理指導(dǎo):
- 拆下所有缸套。檢查所有的缸體沉孔墊片和沉孔臺(tái)階有無(wú)磨蝕和磨損。參考缸套沉孔臺(tái)階繼續(xù)使用指南,公告號(hào)4383753 ,以檢查沉孔臺(tái)階表面區(qū)域有無(wú)點(diǎn)蝕、磨蝕或磨損的痕跡。
- 如果任何氣缸上出現(xiàn)磨蝕或磨損,必須對(duì)所有六個(gè)氣缸進(jìn)行機(jī)加工。參考第 1 節(jié)中的步驟 001-058。
- 必須為所有經(jīng)過(guò)機(jī)加工的氣缸更換缸套。
- 如沒(méi)有磨蝕或磨損,安裝新缸套并重新測(cè)量缸套突出量。
- 如測(cè)得的突出量不符合技術(shù)規(guī)范,那么必須對(duì)沉孔進(jìn)行機(jī)加工。
- 如測(cè)得的突出量符合技術(shù)規(guī)范,那么進(jìn)行維修。
注 : 對(duì)于缸體沉孔經(jīng)過(guò)機(jī)加工的發(fā)動(dòng)機(jī),無(wú)法用固定式工廠黃銅墊片替代維修墊片。

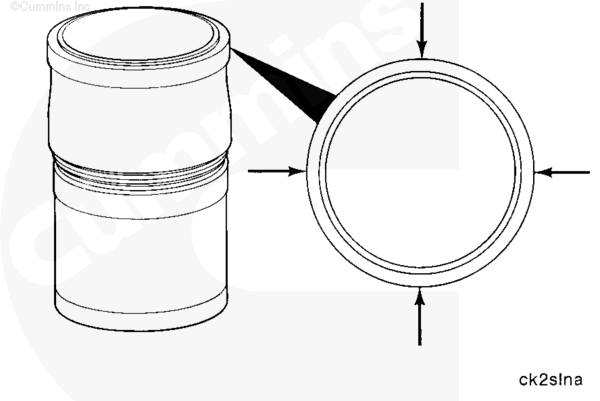
缸套圓度
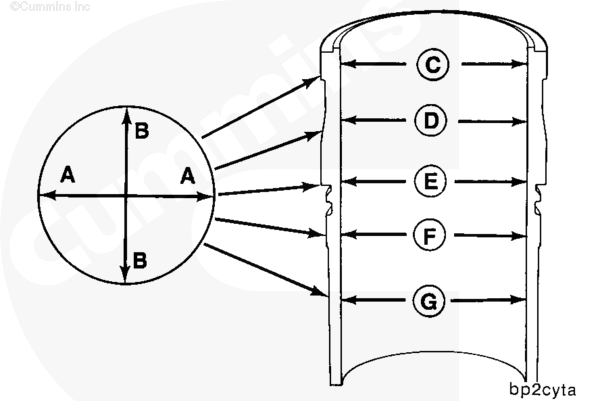
- 在缸套仍安裝在缸體中時(shí),在 "C"、"D"、"E"、"F" 和 "G" 點(diǎn)測(cè)量缸套孔失圓度。
- 對(duì)于耐磨環(huán)缸套,立即按測(cè)量值 C 放在耐磨環(huán)沉孔下方。
- 沿“AA”和“BB”方向測(cè)量各點(diǎn)。
- 缸套孔不得超過(guò)失圓度技術(shù)規(guī)范。
| 最大容許缸套失圓度 | ||
| mm | in | |
| 0.051 | 最大 | 0.002 |
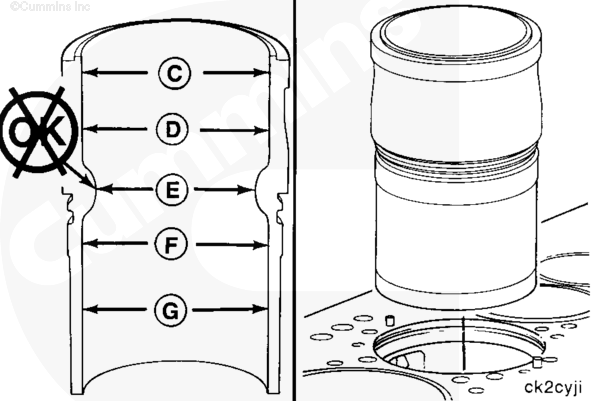
- 如果缸套孔的失圓度超過(guò)技術(shù)規(guī)范,拆下缸套以便測(cè)量缸體缸套孔圓度。
- 高于和低于缸體沉孔部位的缸體沉孔直徑不是關(guān)鍵參數(shù),不需要測(cè)量。
拆卸
對(duì)于耐磨環(huán)缸套,在拆卸活塞組件之前需要拆掉耐磨環(huán)。參考第 1 節(jié)中的步驟 001-054。
拆下缸套時(shí),可使用二者中任何一種方法:
- 缸套拉拔器(通用,零件號(hào) 3163745)和拉拔器板(S600,零件號(hào) 3162462)。
- 缸套拉拔器(通用,零件號(hào) 3376015)。
CAUTION
必須如圖安裝和使用缸套拉拔器,以免損壞缸體。拉拔器板必須平行于主軸承鞍座并且不得遮蓋缸套的外徑。
將缸套拉拔器插入缸體頂部。

CAUTION
一旦從缸套上拆下工廠墊片,就無(wú)法繼續(xù)使用。使用過(guò)的墊片必須棄置,并安裝新的工廠墊片。
缸套拉拔器必須位于缸體頂部的中心。
順時(shí)針轉(zhuǎn)動(dòng)拉拔器的起重螺絲,將缸套從缸體上松開(kāi)。
用雙手拆下缸套。
拆下并廢棄 O 形密封圈。
如有配備,拆下并廢棄固定式工廠黃銅墊片。
- 輕輕彎出固位凸片,然后從缸套中滑出墊片。廢棄墊片。
注 : 如果發(fā)動(dòng)機(jī)的沉孔中間限位面以前經(jīng)過(guò)機(jī)加工,則必須拆下、測(cè)量并廢棄非固定式維修墊片。需要測(cè)量墊片厚度,以確保重新組裝時(shí)安裝正確厚度的維修墊片。

使用 Dykem™ 或等同物在缸套的進(jìn)氣側(cè)做標(biāo)記以表明缸套安裝方向。
使用 Dykem™ 或等同物在每個(gè)缸套上標(biāo)記氣缸號(hào)。
清潔并檢查能否繼續(xù)使用
CAUTION
不要用砂布或砂紙去除氣缸套上的積碳。砂布或砂紙中的氧化鋁或硅顆粒會(huì)使發(fā)動(dòng)機(jī)嚴(yán)重受損。不要在活塞環(huán)行程區(qū)域使用研磨劑。否則會(huì)損壞缸套。
注 : 如果將活塞從高頂環(huán)活塞換成低頂環(huán)活塞,則缸套不能繼續(xù)使用。活塞的變化會(huì)造成缸套磨損圖案中活塞環(huán)間隔的變化,并導(dǎo)致活塞環(huán)座合和密封問(wèn)題。有關(guān)活塞的識(shí)別,參考 ISX15 和 QSX15 活塞和缸套更改歷史記錄、識(shí)別和兼容性(服務(wù)公告號(hào) 4383774)。
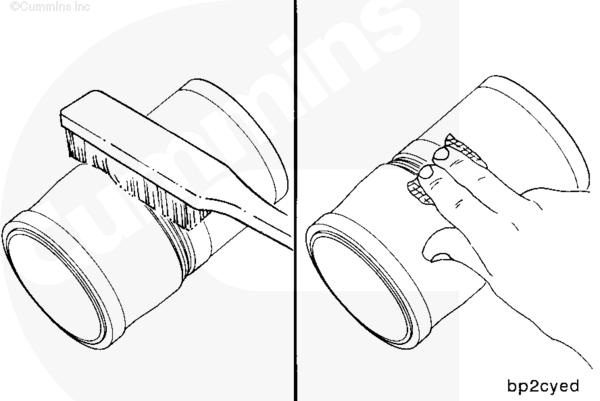
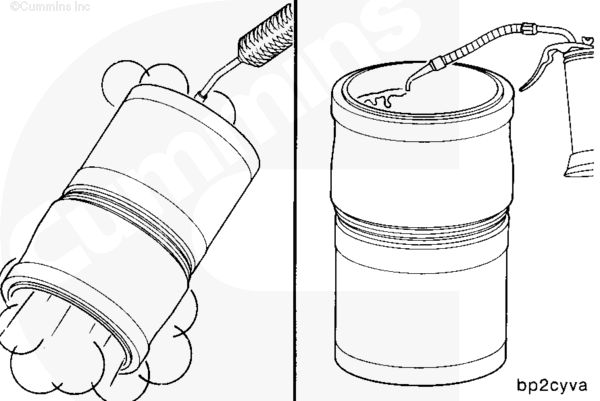
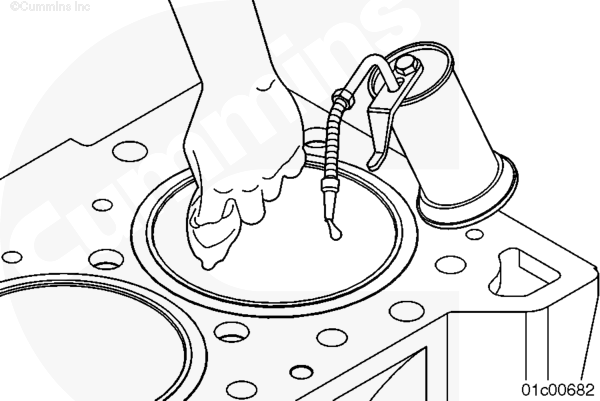
使用軟鋼絲刷清潔法蘭座合區(qū)域。
使用細(xì)纖維研磨墊,如 Scotch-Brite™ 7448(零件號(hào) 3823258)或等同物去除殘留的水垢和鐵銹。
WARNING
當(dāng)使用溶劑、酸或堿性材料清潔時(shí),請(qǐng)遵循制造商的使用建議。戴上護(hù)目鏡并穿上防護(hù)服,以避免人身傷害。
耐磨環(huán)缸套
檢查耐磨環(huán)缸套沉孔有無(wú)在最后組裝階段干擾耐磨環(huán)座合的積碳或碎屑。
清潔沉孔。使用積碳清潔溶劑,零件號(hào) 5298527。使用銅絲刷有助于清除積碳。
檢查耐磨環(huán)沉孔有無(wú)裂紋或磨蝕。如果發(fā)現(xiàn)裂紋或磨蝕,必須更換缸套。
耐磨環(huán)缸套
注 : 不要將使用過(guò)的耐磨環(huán)裝進(jìn)新的缸套。
如果不需要更換缸套,檢查耐磨環(huán)沉孔有無(wú)裂紋或磨蝕。
如果發(fā)現(xiàn)任何損壞,廢棄耐磨環(huán)并安裝一個(gè)新的耐磨環(huán)。
清除耐磨環(huán)上的積碳。使用積碳清潔溶劑,零件號(hào) 5298527。使用銅絲刷有助于清除積碳。
耐磨環(huán)外徑應(yīng)符合以下技術(shù)規(guī)范:
| 耐磨環(huán)外徑技術(shù)規(guī)范 | ||
| mm | in | |
| 141.735 | 最小 | 5.580 |
| 141.765 | 最大 | 5.581 |
WARNING
使用蒸汽清洗器或高壓水時(shí),應(yīng)戴上安全眼鏡或防護(hù)面罩,并穿上防護(hù)服,以免造成人身傷害。
WARNING
使用壓縮空氣時(shí),戴上合適的護(hù)目鏡和防護(hù)面罩。飛揚(yáng)的碎屑和臟物會(huì)造成人身傷害。
使用溶劑或蒸汽清洗缸套并用壓縮空氣吹干。
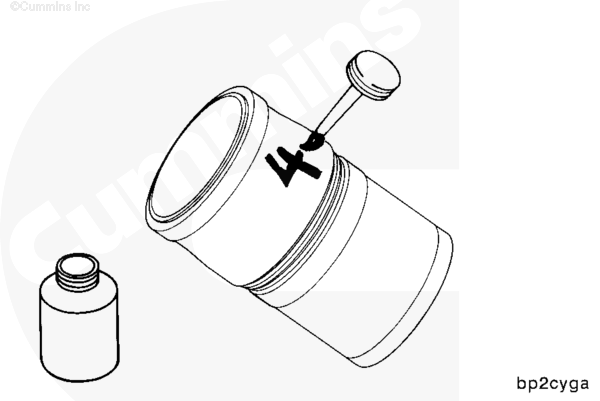
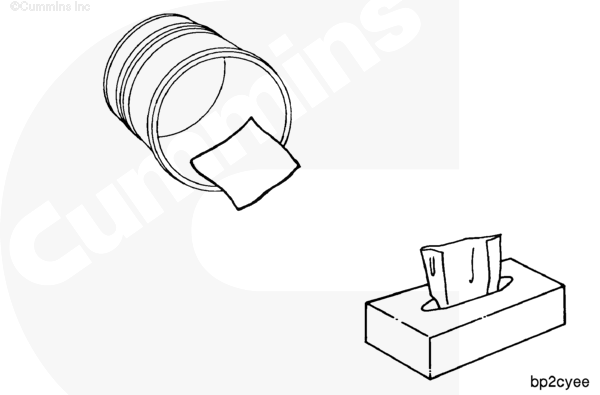
使用清潔的 15W-40 機(jī)油潤(rùn)滑缸套內(nèi)徑。
讓機(jī)油浸入缸套 5-10 分鐘。
使用不起毛的紙巾擦去缸套內(nèi)側(cè)的機(jī)油。
一直潤(rùn)滑缸套的內(nèi)徑并擦拭干凈,直到紙巾上沒(méi)有灰色或黑色殘余物。
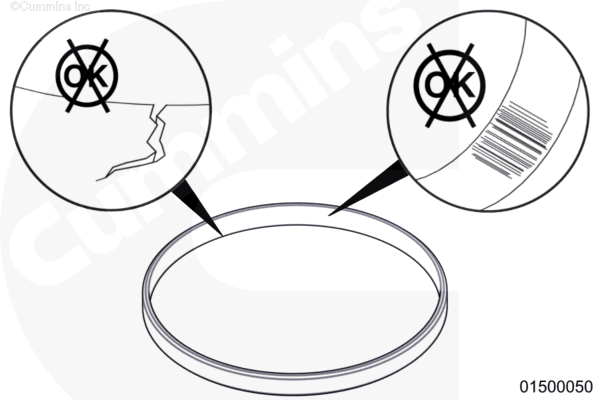
目測(cè)檢查缸套的內(nèi)外周有無(wú)裂紋。
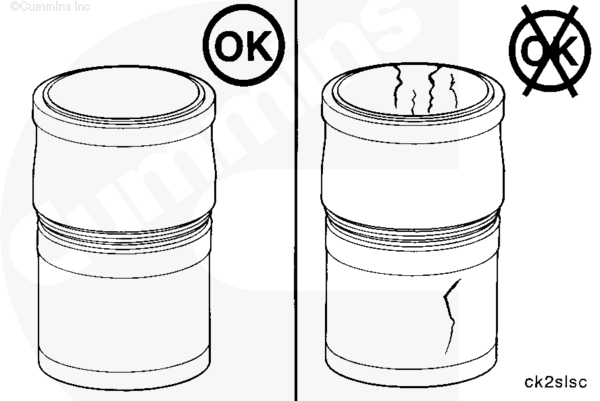
檢查缸套法蘭下有無(wú)裂紋或磨蝕。
使用其他磁性檢查法或染料檢查法同樣可以檢測(cè)到裂紋。
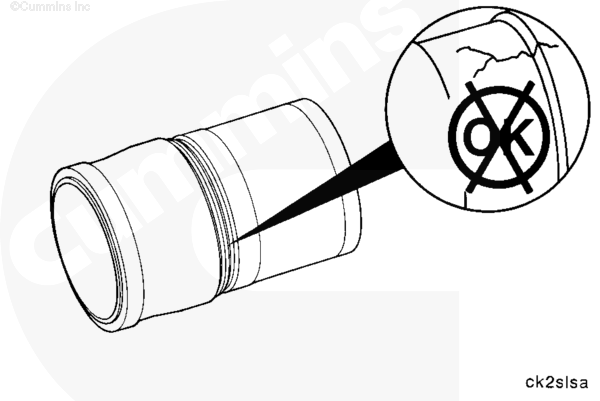
檢查外徑表面有無(wú)過(guò)度腐蝕或穴蝕。
一般情況下,有穴蝕的缸套無(wú)法再次使用。
然而,如果穴蝕輕微并能使用細(xì)砂布去除,則可以繼續(xù)使用缸套。
| 缸套穴蝕深度 | ||
| mm | in | |
| 1.60 | 最大 | 0.060 |
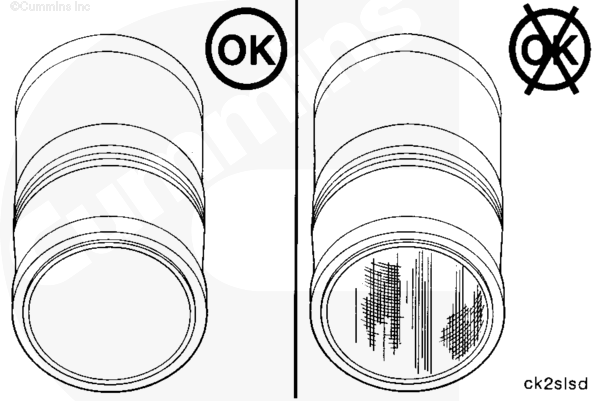
檢查內(nèi)徑的縱向劃痕深度是否可用指甲感覺(jué)到。
如果用手指甲能感覺(jué)到劃痕,必須更換缸套。
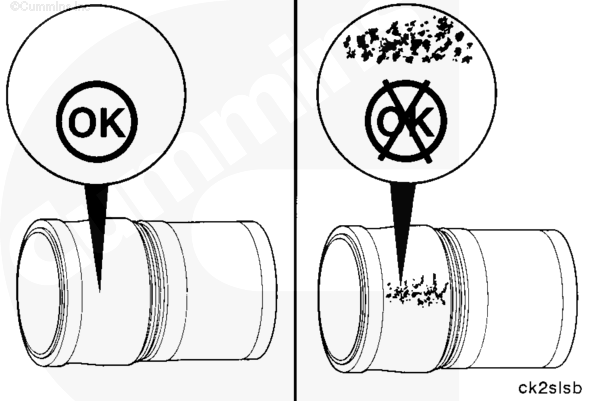
檢查內(nèi)徑有無(wú)擦傷或拉傷。
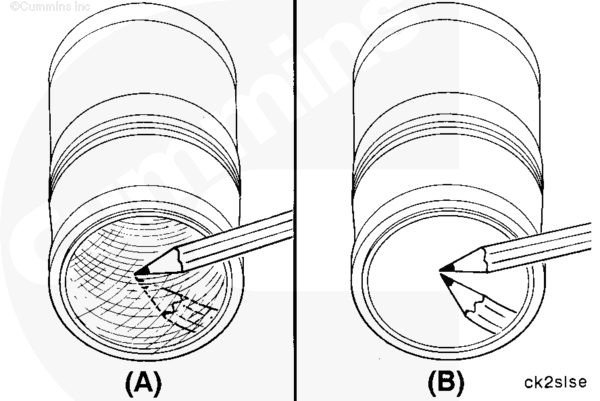
檢查內(nèi)徑,確定缸套孔的拋光情況。
適度拋光(A)在磨損區(qū)產(chǎn)生明亮的鏡面,并帶有原來(lái)的磨痕或顯示腐蝕圖形。
重度拋光(B)在磨損區(qū)產(chǎn)生明亮的鏡面,但沒(méi)有原來(lái)的磨痕或腐蝕圖形。
如果發(fā)現(xiàn)嚴(yán)重拋光,更換缸套。
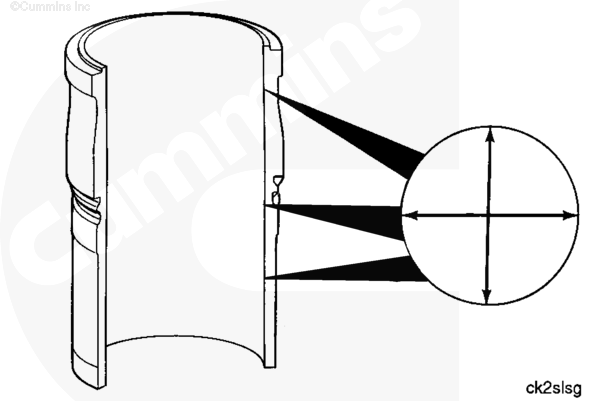
使用內(nèi)徑千分表在活塞行程區(qū)域頂部和底部間隔呈 90 度角的四個(gè)位置分別測(cè)量缸套的內(nèi)徑。
| 缸套內(nèi)徑 | ||
| mm | in | |
| 137.14 | 最大 | 5.40 |
測(cè)量缸套頂部壓入配合區(qū)域外徑。
| 缸套頂部壓入配合外徑 | ||
| mm | in | |
| 160.98 | 最大 | 6.34 |
安裝
CAUTION
所有六缸發(fā)動(dòng)機(jī)缸套必須為槽頂缸套或平頂缸套設(shè)計(jì),并采用相同外徑。
CAUTION
大外徑缸套不會(huì)裝入小缸徑缸體中;但是,小外徑缸套可裝入大缸徑缸體中并可能導(dǎo)致故障出現(xiàn)。
參考本步驟中的概述部分有助于識(shí)別某個(gè)特定缸套。
CAUTION
無(wú)法用非墊片調(diào)整缸套修復(fù)配有工廠墊片調(diào)整缸套總成的發(fā)動(dòng)機(jī)。
CAUTION
不能將工廠墊片調(diào)整缸套裝入沒(méi)有墊片存在的發(fā)動(dòng)機(jī)中,否則會(huì)導(dǎo)致缸套凹進(jìn)缸體中。
確保組裝前缸體和所有零件保持清潔。
注 : 不要重復(fù)使用墊片。安裝前,確保安裝新的墊片。
如果發(fā)動(dòng)機(jī)配有工廠墊片調(diào)整缸套,則必須安裝新的工廠墊片 (1)。
- 安裝工廠墊片,使固定鎖舌朝向缸套底部。從缸套底部向上滑動(dòng)墊片,直到固位舌鎖入固位槽。
如果發(fā)動(dòng)機(jī)配有維修墊片或者在此修理過(guò)程中機(jī)加工了沉孔,則必須安裝正確厚度的新維修墊片。
- 將維修墊片裝入缸套孔中,使墊片對(duì)正缸體中間限位座的中心。
注 : 對(duì)于缸體沉孔經(jīng)過(guò)機(jī)加工的發(fā)動(dòng)機(jī),允許將工廠墊片調(diào)整缸套總成安裝到維修墊片的上面。
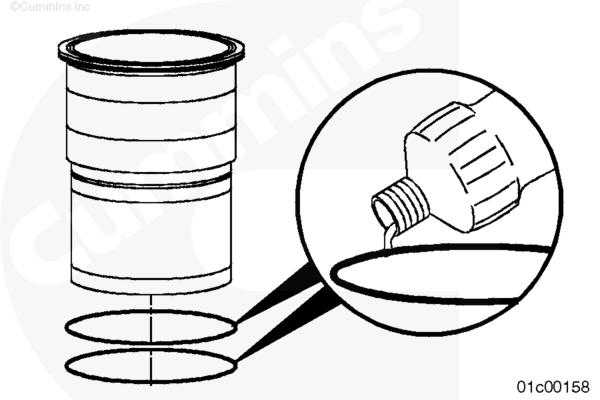
組裝前使用植物油潤(rùn)滑缸套 O 形密封圈。
缸套必須在潤(rùn)滑 O 形圈后的 15 分鐘內(nèi)安裝完成。
將 O 形密封圈安裝到缸套上。
確保 O 形圈平座在 O 形圈槽中。
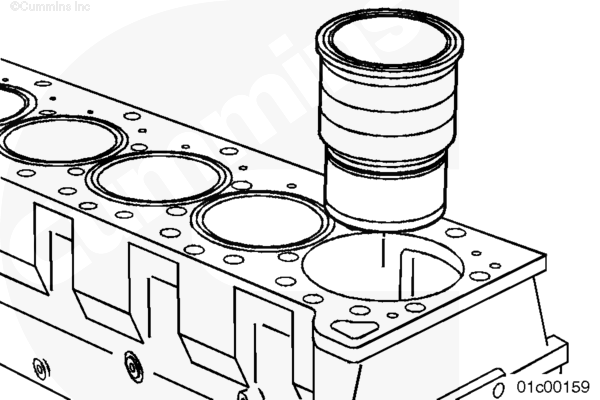
CAUTION
防火圈易碎。必須小心以避免缸套受損。
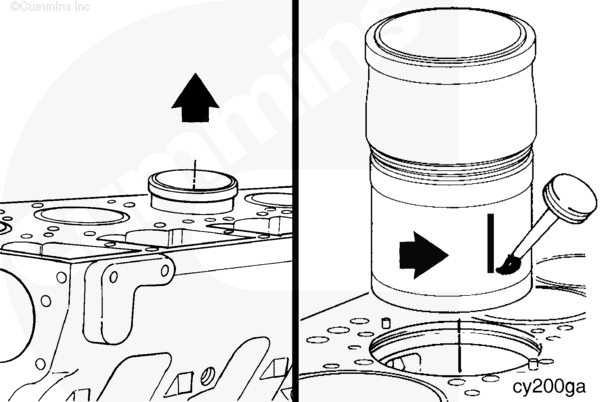
將缸套裝進(jìn)缸體。
安裝可繼續(xù)使用的缸套時(shí),將缸套從最初在發(fā)動(dòng)機(jī)的位置上旋轉(zhuǎn) 90 度。推力和止推表面必須朝向缸體的前部和后部。
使用缸套安裝組件(零件號(hào) 3162461)座入缸套。
如果缸套沒(méi)有正確入座,將其拆下并檢查缸套孔座和缸套有無(wú)拉痕、毛刺、污垢或墊片(如果配備)失位。
重新安裝缸套。
測(cè)量
缸套突出量
對(duì)于平頂缸套,所測(cè)量的缸套突出量應(yīng)是缸套法蘭高于缸體表面的高度,而與法蘭或防火圈高度無(wú)關(guān)。
測(cè)量缸套時(shí),缸套必須處于夾緊狀態(tài)。
對(duì)于耐磨環(huán)缸套,耐磨環(huán)應(yīng)保持安裝狀態(tài)以便為缸套安裝工具壓板定心。
將缸套安裝工具(零件號(hào) 3164606)安裝并擰緊到卡箍上。
旋轉(zhuǎn)壓板,直到突出量待測(cè)區(qū)域露出。
平頂缸套
- 使用深度規(guī)(零件號(hào) 3164438)測(cè)量夾緊狀態(tài)下的突出量。
注 : 拆卸任何缸套前,測(cè)量所有六個(gè)氣缸。
各單個(gè)氣缸的測(cè)量值:
| 單缸突出量(單個(gè)氣缸四周的測(cè)量差值): | ||
| mm | in | |
| 0.0381 | 最大 | 0.0015 |
| 缸套突出量(單個(gè)氣缸四周): | ||
| mm | in | |
| 0.18 | 最小 | 0.007 |
| 0.36 | 最大 | 0.014 |
對(duì)每個(gè)氣缸進(jìn)行總共六次測(cè)量,排氣側(cè)三次,進(jìn)氣側(cè)三次。如果任何一個(gè)單獨(dú)測(cè)量值與其他五個(gè)測(cè)量值的差異超過(guò)上面列出的技術(shù)規(guī)范,或超過(guò)上面列出的最小/最大值技術(shù)規(guī)范,參考下面的維修方法。
采用上面獲得的測(cè)量結(jié)果,計(jì)算得到每個(gè)氣缸所有六個(gè)讀數(shù)的平均值。將平均讀數(shù)應(yīng)用到下列技術(shù)規(guī)范中:
缸體至缸體之間的測(cè)量值:
- 最低缸套和最高缸套之間的差值不能大于 0.102 mm (0.004 in]。
- 相鄰氣缸的最大允許差異為 0.051 mm [0.002 in]。
如果缸套平均測(cè)量值不符合上述技術(shù)規(guī)范,則參考以下的維修說(shuō)明:
修理指導(dǎo):
- 拆下所有缸套。檢查所有的缸體沉孔墊片和沉孔臺(tái)階有無(wú)磨蝕和磨損。參考缸套沉孔臺(tái)階繼續(xù)使用指南,公告號(hào)4383753 ,以檢查沉孔臺(tái)階表面區(qū)域有無(wú)點(diǎn)蝕、磨蝕或磨損的痕跡。
- 如果任何氣缸上出現(xiàn)磨蝕或磨損,必須對(duì)所有六個(gè)氣缸進(jìn)行機(jī)加工。參考第 1 節(jié)中的步驟 001-058。
- 必須為所有經(jīng)過(guò)機(jī)加工的氣缸更換缸套。
- 如沒(méi)有磨蝕或磨損,安裝新缸套并重新測(cè)量缸套突出量。
- 如測(cè)得的突出量不符合技術(shù)規(guī)范,那么必須對(duì)沉孔進(jìn)行機(jī)加工。
- 如測(cè)得的突出量符合技術(shù)規(guī)范,那么進(jìn)行維修。
注 : 對(duì)于缸體沉孔經(jīng)過(guò)機(jī)加工的發(fā)動(dòng)機(jī),無(wú)法用固定式工廠黃銅墊片替代維修墊片。
拆下缸套安裝工具。
安裝活塞和連桿總成前,擦拭缸套內(nèi)部。采用干凈的布和 15W-40 機(jī)油。
最后步驟
WARNING
該部件或總成重達(dá) 23 kg [50 lb] 以上。若要防止造成嚴(yán)重的人身傷害,一定要尋求幫助或使用合適的提升設(shè)備來(lái)提升此部件或總成。
注 : 所有發(fā)動(dòng)機(jī)在大修或進(jìn)行了涉及到更換一個(gè)或多個(gè)活塞環(huán)組、氣缸套或活塞的維修后,必須進(jìn)行磨合。有關(guān)通用磨合測(cè)試概述,請(qǐng)使用以下步驟。參考第 F 節(jié)中的步驟 014-999。
- 安裝活塞和連桿總成。參考第 1 節(jié)中的步驟 001-054。
- 安裝活塞冷卻噴嘴。參考第 1 節(jié)中的步驟 001-046。
- 安裝缸體加強(qiáng)板。參考第 1 節(jié)中的步驟 001-089。
- 安裝吸油管。參考第 7 節(jié)中的步驟 007-035。
- 安裝油底殼。參考第 7 節(jié)中的步驟 007-025。
- 安裝缸蓋。參考第 2 節(jié)中的步驟 002-004。
- 用清潔的機(jī)油注滿(mǎn)發(fā)動(dòng)機(jī)。參考第 7 節(jié)中的步驟 007-037。
- 加注潤(rùn)滑系統(tǒng)。參考第 7 節(jié)中的步驟 007-037。
- 加注冷卻系統(tǒng)。參考第 8 節(jié)中的步驟 008-018。
- 運(yùn)轉(zhuǎn)發(fā)動(dòng)機(jī),檢查有無(wú)泄漏。
400-100-8969???15088860848
0574-26871589? 15267810868
0574-26886646? 15706865167
0574-26871569 18658287286
