 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文(簡)
中文(簡) Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韓國
韓國 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska
康明斯ISX和QSX15柴油發動機、柴油發電機組、工程機械動力系統維修手冊之發動機基本正時、缸體加強板、缸體沉孔拆卸與組裝的技術規格與標準的維修數據測量
康明斯ISX和QSX15柴油發動機、柴油發電機組、工程機械動力系統維修手冊之發動機基本正時、缸體加強板、缸體沉孔拆卸與組裝的技術規格與標準的維修數據測量
準備步驟
WARNING
蓄電池可能有易爆性氣體逸出。為降低人身傷害的可能性,在維護蓄電池前,必須保持發動機艙通風良好。為了降低產生電弧的可能性,應首先拆下負極 (-) 蓄電池電纜,并最后連接負極 (-) 蓄電池電纜。
WARNING
冷卻液有毒。避免兒童與寵物接觸冷卻液。如果不再繼續使用,應按照當地環保法規進行處理。
WARNING
該部件或總成重達 23 kg [50 lb] 以上。若要防止造成嚴重的人身傷害,一定要尋求幫助或使用合適的提升設備來提升此部件或總成。
WARNING
為了減小人身傷害的可能性,應避免皮膚直接接觸熱機油。
WARNING
美國的一些州和聯邦機構已經認定使用過的機油有致癌作用,而且能造成生殖疾病。應避免吸入機油蒸汽、誤吞以及長時間接觸用過的機油。如果不再繼續使用,應按照當地環保法規進行處理。
- 斷開蓄電池。參見設備制造商維修信息。
- 排放冷卻系統。參考第 8 節中的步驟 008-018。
- 排放機油。參考第 7 節中的步驟 007-037。
- 拆下缸蓋。參考第 2 節中的步驟 002-004。
- 拆下油底殼。參考第 7 節中的步驟 007-025。
- 拆下機油吸油管。參考第 7 節中的步驟 007-035。
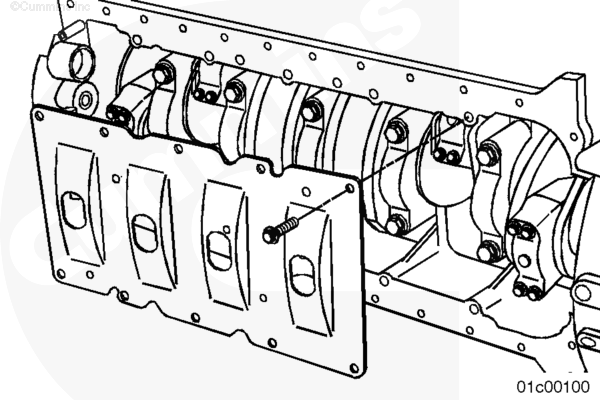
- 拆下缸體加強板。參考第 1 節中的步驟 001-089。
- 拆下活塞冷卻噴嘴。參考第 1 節中的步驟 001-046。
- 拆卸活塞和連桿總成。參考第 1 節中的步驟 001-054。
初始檢查
本修理步驟描述了利用沉孔臺階切削工具組件(零件號 2892436)對缸套進行機加工的方法。此工具設計用來執行輕微的清理切削。
此步驟可以在底盤內外進行。

應當檢查和確認缸套突出量。參考第 1 節中的步驟 001-028。
拆下正在切削氣缸的缸套。參考第 1 節中的步驟 001-028。
參考缸套沉孔臺階繼續使用指南,公告號 4383753,以檢查沉孔臺階表面有無點蝕、磨蝕或磨損的痕跡。
如果任何氣缸上出現磨蝕或磨損,必須對所有六個氣缸進行機加工。
機加工
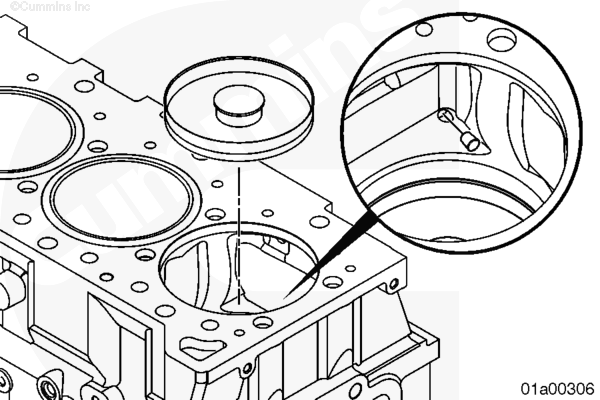
蓋好曲軸并封堵所有孔道和冷卻液通道,以防止機加工碎屑進入。將碎屑收集器(零件號 5296519 或 5296520,取決于缸體零件號)安裝到氣缸孔中。
將缸套塞(零件號 5296543)安裝到未切削的相鄰氣缸中。
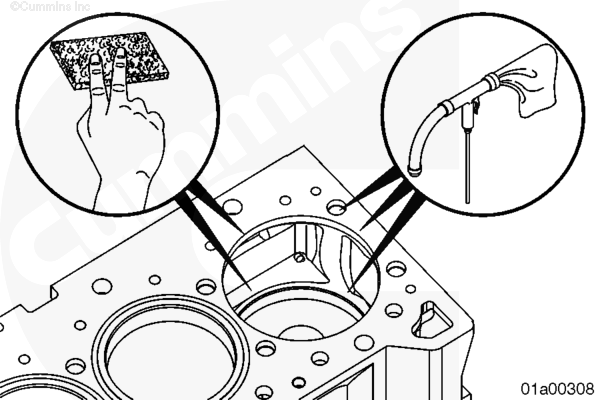
確保缸體頂面清潔無毛刺。
使用中等粒度磨石或等同物清潔缸體頂面和沉孔臺階。
真空清除缸體頂面、沉孔臺階和缸蓋螺釘孔中的碎屑。
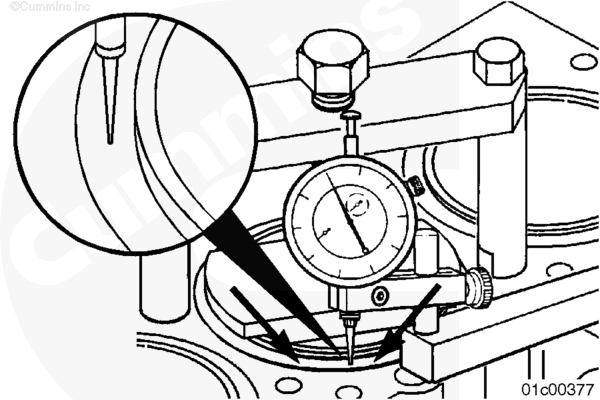
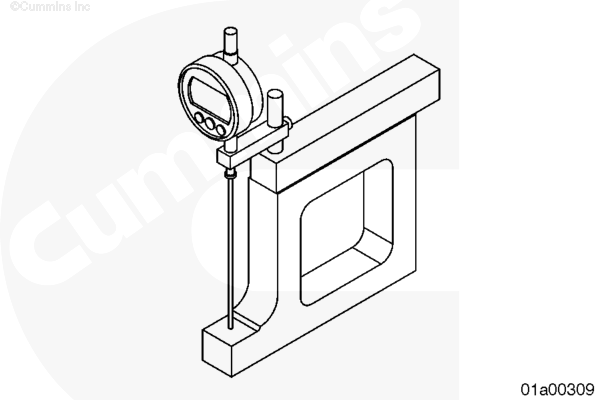
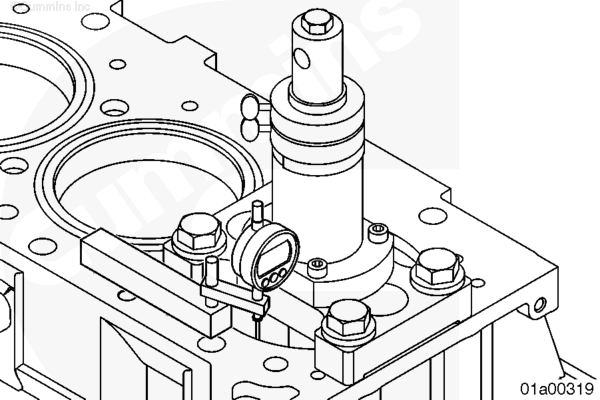
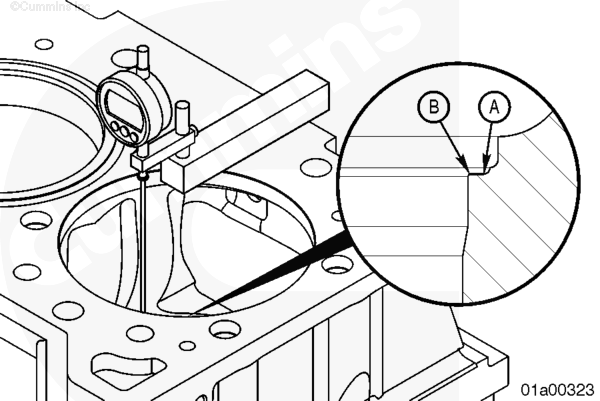
利用標準儀表工具(零件號 2892460)將沉孔深度千分表(零件號 3164438)歸零。
這樣可將千分表設定到氣缸頂面至沉孔臺階 120 mm [4.724 in] 的初始機加工深度。
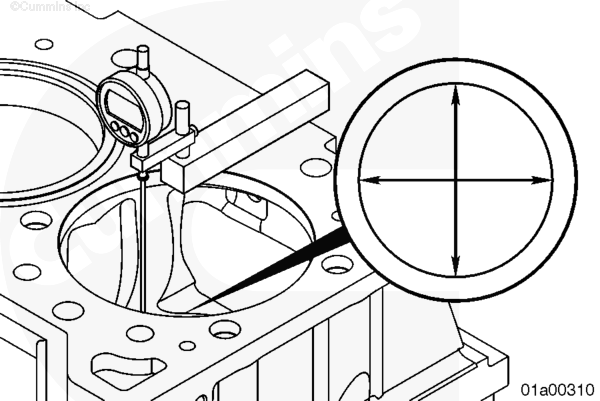
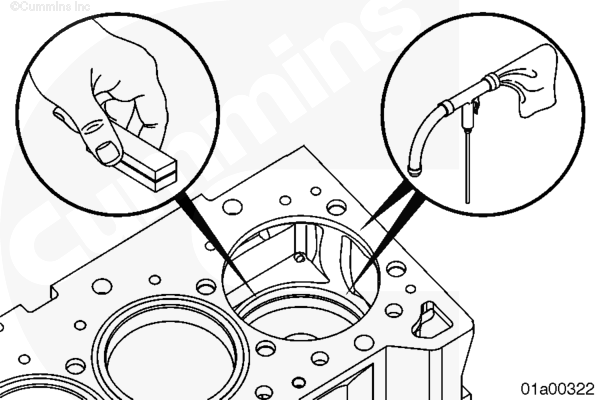
以十字交叉方式在四個位置測量沉孔臺階,并標記出最低的點。用最高點的值減去最低點的值。這是為使沉孔臺階周圍平整而需機加工清除掉的最小量。
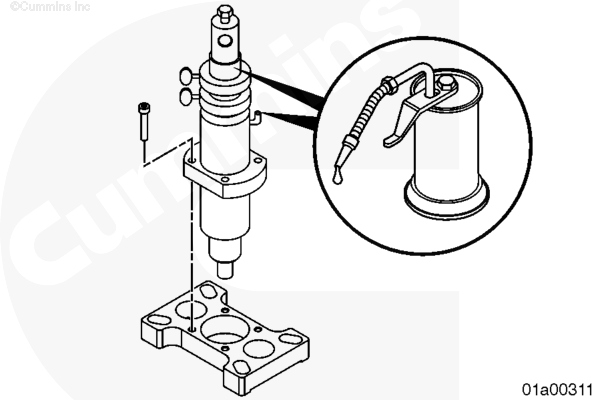
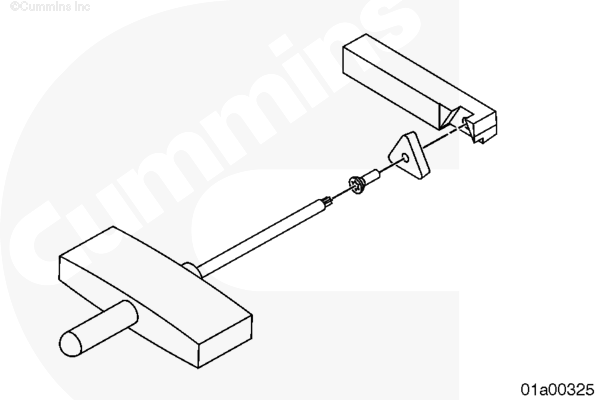
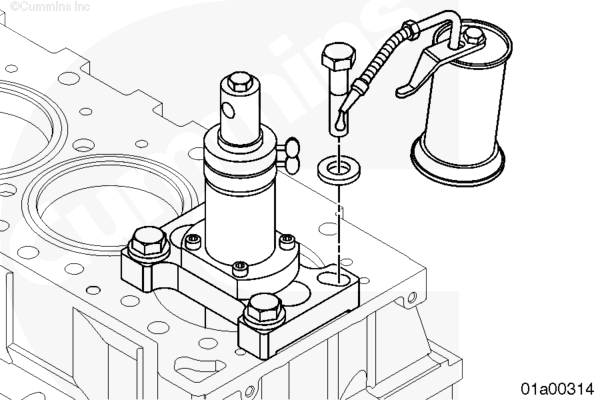
使用 30W 無清潔劑機油潤滑沉孔驅動裝置(零件號 3163785)。在油罐中加注 30W 機油,以便在沉孔臺階機加工過程中保持對沉孔驅動裝置的潤滑。利用提供的四個六角鍵螺釘將底板(零件號 2892423)組裝到沉孔驅動裝置上,并以交叉方式擰緊。
CAUTION
確保沉孔刀頭的正確安裝。安裝不當會導致刀頭損壞。
將刀盤總成(零件號 5296533)安裝到沉孔驅動裝置上。利用刀盤固定器牢固擰緊。刀盤側面的小孔用來安裝固定器。
將刀盤總成(零件號 5296533)安裝到沉孔驅動裝置上。利用刀盤固定器牢固擰緊。刀盤側面的小孔用來安裝固定器。定位刀頭鑲圈,從而使帶錐度的一邊面向刀頭。將刀頭螺釘裝入刀頭鑲圈的中心。刀頭鑲圈經過機加工,以便使刀頭螺釘完全凹進。使用隨附的切削刀頭扳手擰緊螺釘,直到鑲圈完全座入切削刀頭。松開螺釘后重新擰緊,直到鑲圈四周和刀頭間沒有可見氣隙。
將刀頭(零件號 5296531)裝入刀盤中。安裝刀頭時,從刀盤底部觀看,零件號必須面向左側,而切削刃面向左側。確保刀頭的正確安裝,安裝不當會導致刀頭損壞。
利用提供的內六角扳手完全收回刀頭。確保刀頭可以自由伸出和收回。
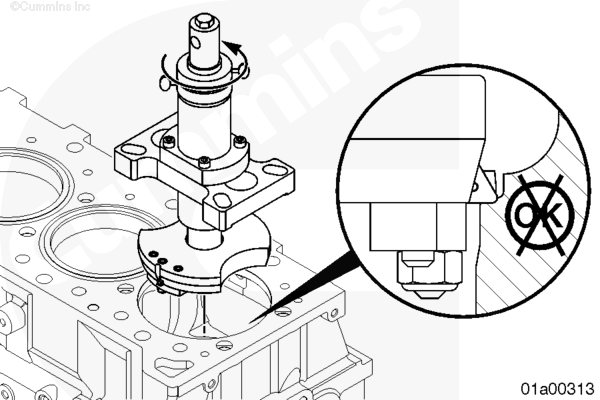
逆時針向后轉動上部深度設定套環和下部深度設定套環,將沉孔臺階切削工具裝置放置到缸孔中。
這將使沉孔臺階刀盤下降,并自動座到沉孔臺階中心上。
必須小心核實沉孔臺階切削工具的基座板在缸體頂面上放平,并且刀盤位于沉孔臺階的中心位置而不會發生側向移動。
利用隨刀具一起提供的螺釘、專用墊圈和隔套將底板固定到缸體上。需要利用發動機機油潤滑螺釘,用手安裝擰緊,然后再以交叉方式擰緊。
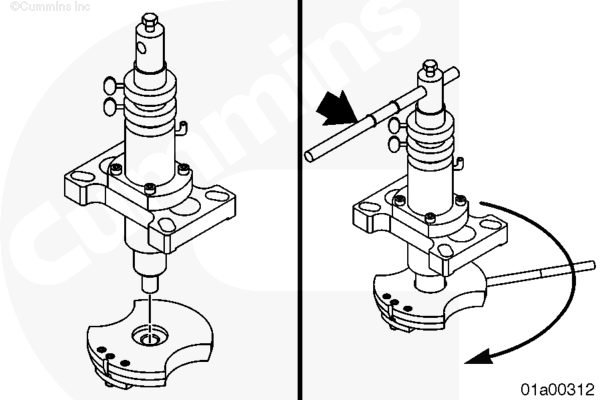
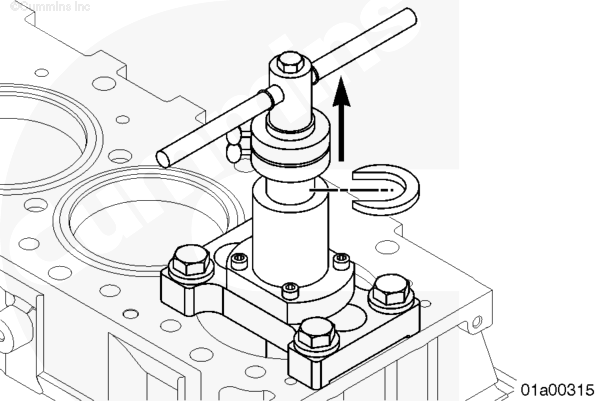
將 T 形手柄安裝到沉孔臺階切削裝置上,并順時針旋轉調整下限位環 0.127 mm [0.005 in] (限位環上的每個刻度為 0.025 mm [0.001 in]),以使切割盤抬離沉孔臺階,并順時針旋轉工具。不應與沉孔臺階接觸。
注 : 如果沒有足夠的間隙,1/2 in. 棘輪扳手和 15/16 in. 套筒可用于替代 T 形手柄,進行沉孔驅動裝置旋轉。
通過抓住 T 形手柄并向上拉動來升起沉孔臺階刀具。
將深度設定套環(C 形隔套)裝到深度設定套環下方并降下刀具,直到它接觸深度設定套環。
CAUTION
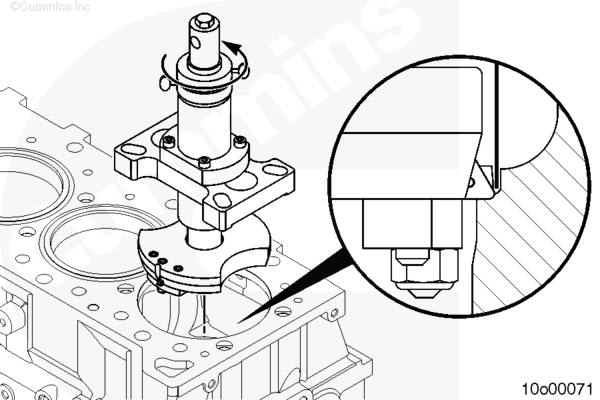
確保刀頭不會接觸沉孔臺階中加工出的平臺。在機加工中,如果刀頭接觸臺階,會造成缸體損壞。
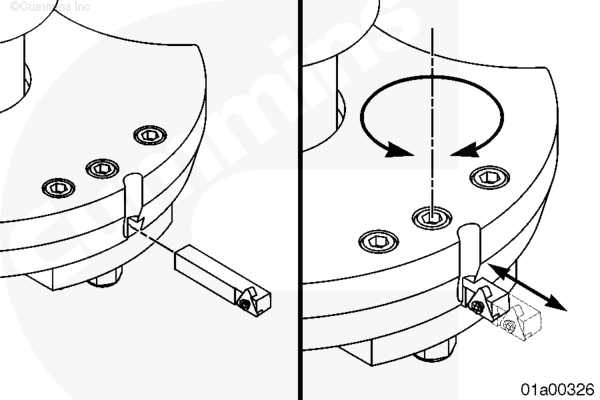
將 0.812 mm [0.032 in] 的塞尺安裝到沉孔臺階和刀頭之間。這將確保切削刀頭不會與沉孔臺階上機加工出的臺階接觸。
用六角扳手拉伸安裝在摩擦螺釘中的刀頭,直至刀頭與塞尺接觸。通過使用六角扳手擰緊兩個刀頭壓緊螺釘鎖住刀頭。
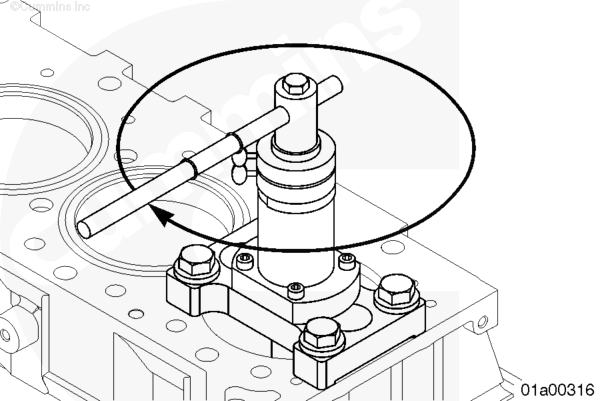
放置 T 形手柄,使手柄長端緊挨刀頭上方或者盡可能地接近。不用保證手柄長端與切削刀頭對齊。
注 : 如果沒有足夠的間隙,1/2 in. 棘輪扳手和 15/16 in. 套筒可用于替代 T 形手柄,進行沉孔驅動裝置旋轉。棘輪扳手手柄初始位置應在刀頭正上方,或盡可能接近其后面。
將沉孔臺階切削裝置順時針轉動 360 度。可能會聽到輕微的聲響。
逆時針旋轉調整下深度設定套環使沉孔臺階切削裝置降低,直到切削刀頭接觸到沉孔臺階。順時針方向調整下深度設定套環,使沉孔切削工具裝置升高 0.127 mm [0.005in]
用內六角扳手擰松兩根切削刀頭壓緊螺栓,然后使刀頭伸出,直到其與沉孔凸臺壁接觸。鎖緊切削刀頭。
逆時針轉動調節下部深度設定套環,從而以順時針轉動沉孔臺階切削工具裝置,每次轉動 360 度將切削裝置降低 0.025 mm (0.001 in.),直到其與沉孔臺階接觸。
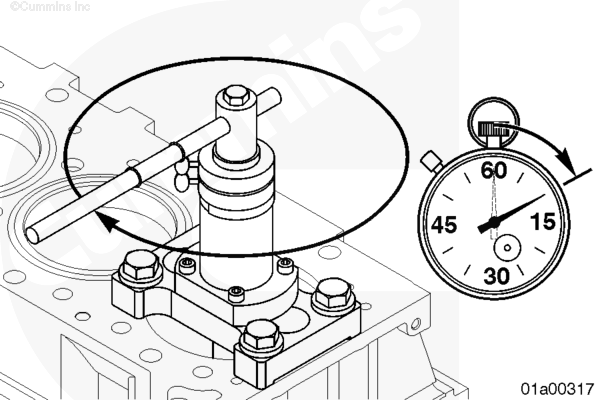
在切削刀頭與沉孔臺階充分接觸后,順時針轉動沉孔凸臺切削工具裝置 360 度,以清潔沉孔臺階。
注 : 如果沒有足夠的間隙,1/2 in. 棘輪扳手和 15/16 in. 套筒可用于替代 T 形手柄,進行沉孔驅動裝置旋轉。棘輪扳手手柄初始位置應在刀頭正上方,或盡可能接近其后面。
注 : 在此作業的切削過程中,必須小心保持 T 形手柄或棘輪頭頂部的向下壓力穩定。每轉動 360 度應至少花費 10 秒。速度上的任何偏差將導致沉孔臺階上出現咔嗒聲。
利用真空清除沉孔臺階上的碎屑。
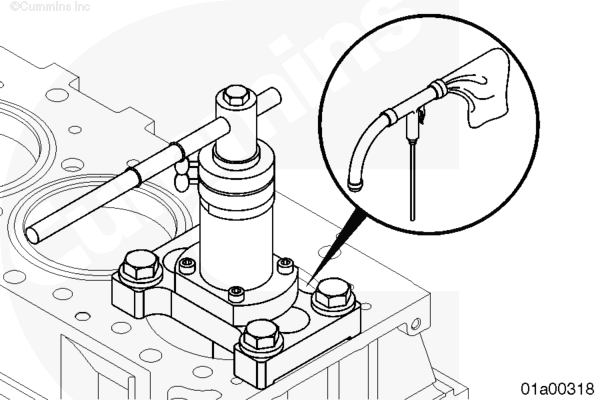
利用沉孔深度千分表(零件號 3164438)測量沉孔臺階的深度。這將決定最終的切削深度。
注 : 沉孔臺階機加工不應超過 0.813 mm [0.032 in]。
逆時針調整上部深度設定套環,直到最終切削深度。
例如:如果切削 0.127 mm [0.005 in],則調整上部深度設定套環,使其接觸下部深度設定套環,然后再回調 0.127 mm [0.005 in]。
逆時針調節下部深度設定套環,每次 0.025 mm (0.001 in.),直到達到最終切削深度。
調整 T 形手柄位置,使手柄長端在切削刀頭正上方,然后用手柄順時針轉動沉孔臺階切削工具裝置。
注 : 如果沒有足夠的間隙,1/2 in. 棘輪扳手和 15/16 in. 套筒可用于替代 T 形手柄,進行沉孔驅動裝置旋轉。棘輪扳手手柄初始位置應在刀頭正上方,或盡可能接近其后面。
注 : 在此作業的切削過程中,必須小心保持 T 形手柄或棘輪頭頂部的向下壓力穩定。每轉動 360 度應至少花費 10 秒。速度上的任何偏差將導致沉孔臺階上出現咔嗒聲。
每次測量前,必須 用真空吸塵器清理沉孔臺階。
注 : 建議保留 0.025 mm [0.001 in] 的切削量,并通過執行一次最終測量來確認切削深度。
通過順時針轉動調整下部深度設定套環,以使刀盤升離沉孔臺階。
利用內六角扳手松開兩條刀頭壓緊螺釘,并將刀頭收回到刀盤中。
拆下將沉孔臺階切削裝置固定到缸體頂面上的螺釘,并從發動機上拆下刀具。
清除沉孔碎屑收集器中、沉孔臺階和缸體頂面上的所有機加工碎屑。使用中等粒度磨石或等同物清潔沉孔臺階的前沿。
利用沉孔深度千分表(零件號 3164438)測量四個位置處的沉孔臺階深度和臺階角度。
4 個測量值之間的偏差不能大于 0.025 mm [0.001 in]。如果測量值超過了技術規范,必須再次加工沉孔臺階。
尺寸 A 應當比尺寸 B 小 0.0127 mm [0.0005 in] 或者等于尺寸 B。
拆下碎屑收集器以及所安裝的任何油道或冷卻液通道塞。
使用裂紋探測套件(零件號 3375432)或等同物檢查沉孔座合區域有無裂紋。如果存在任何裂紋,如果提供一個更厚的墊片,缸體沉孔臺階可能要機加工至下一個墊片厚度。
注 : 從沉孔臺階上切削掉的材料厚度不得超過當前所提供墊片的補償能力。
| 沉孔臺階的最大機加工深度 | ||
| mm | in | |
| 0.813 | 最大 | 0.032 |
如果重新進行了沉孔臺階機加工,則利用裂紋檢測組件(零件號 3375432)或等同物重新檢查座合區域有無裂紋。如果裂紋依然存在,則需要更換缸體。
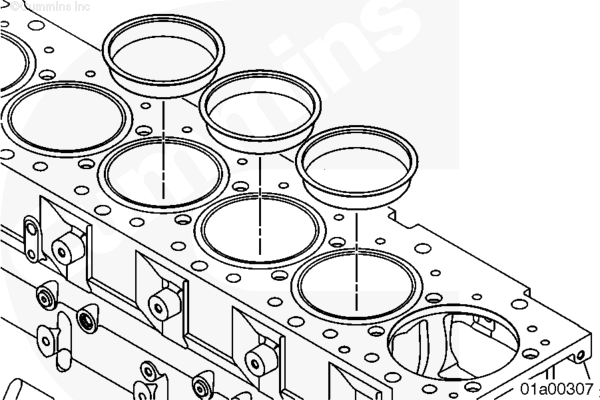
將硬化青銅墊片(零件號 5298564 或 5298565)裝入切削完成的氣缸中。
將新缸套裝入切削完成的氣缸中。參考第 1 節中的步驟 001-028。
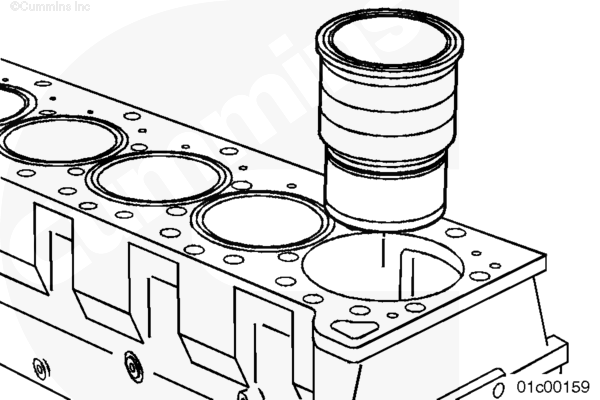
需要檢查和確認缸套突出量。參考第 1 節中的步驟 001-028。
最后步驟
WARNING
蓄電池可能有易爆性氣體逸出。為降低人身傷害的可能性,在維護蓄電池前,必須保持發動機艙通風良好。為了降低產生電弧的可能性,應首先拆下負極 (-) 蓄電池電纜,并最后連接負極 (-) 蓄電池電纜。
WARNING
該部件或總成重達 23 kg [50 lb] 以上。若要防止造成嚴重的人身傷害,一定要尋求幫助或使用合適的提升設備來提升此部件或總成。
- 安裝活塞和連桿總成。參考第 1 節中的步驟 001-054。
- 安裝活塞冷卻噴嘴。參考第 1 節中的步驟 001-046。
- 安裝缸體加強板。參考第 1 節中的步驟 001-089。
- 安裝機油吸油管。參考第 7 節中的步驟 007-035。
- 安裝油底殼。參考第 7 節中的步驟 007-025。
- 安裝缸蓋。參考第 2 節中的步驟 002-004。
- 加注冷卻系統。參考第 8 節中的步驟 008-018。
- 向發動機加注機油。參考第 7 節中的步驟 007-037。
- 連接蓄電池。參見設備制造商維修信息。
- 運轉發動機,檢查有無泄漏。
概述
前齒輪總成配置
在 Signature™、ISX 和 QSX15 發動機上目前采用的是兩個前齒輪系組。Signature™、ISX3、ISX2 和 QSX15 下惰齒輪和噴油器凸輪軸齒輪采用的是剪式齒輪。ISX1 的惰輪位置沒有使用剪式齒輪。
只有 1999 年 1 月到 2000 年 2 月期間制造的 ISX2 發動機的下惰齒輪才采用剪式齒輪。噴油器凸輪軸齒輪是一種直齒圓柱齒輪,類似于 ISX1。2000 年 1 月后生產的 ISX2 的凸輪軸和下惰輪都有剪式齒輪。
此步驟描述了不同齒輪組的拆卸、檢查和安裝。
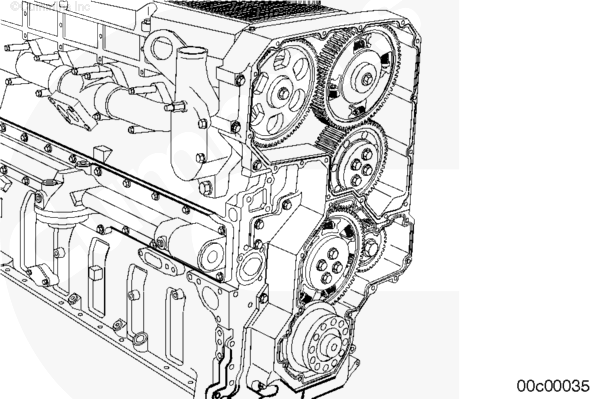
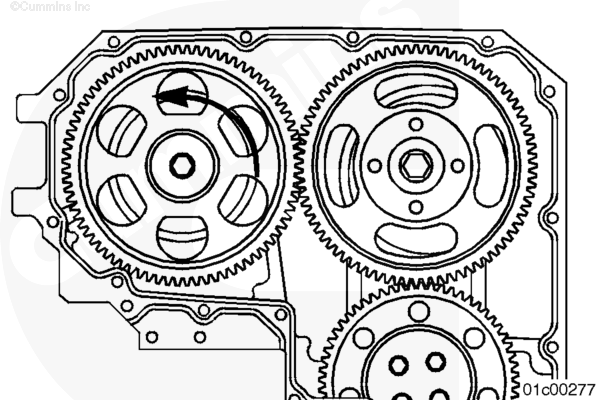
不帶剪式齒輪的前齒輪總成
圖示為從左到右、從上到下的視圖。
- 氣門凸輪軸齒輪
- 噴油器凸輪軸齒輪
- 可調整惰齒輪
- 下惰齒輪
- 附件齒輪
- 曲軸齒輪
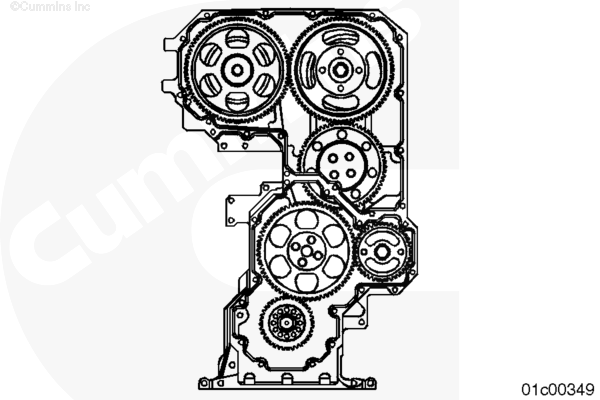
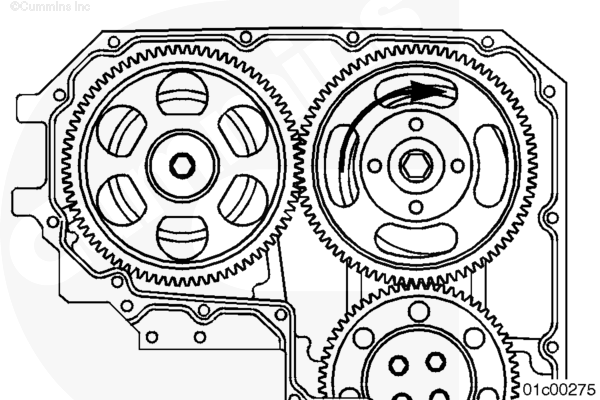
帶剪式齒輪的前齒輪總成
圖示為從左到右、從上到下的視圖。
- 氣門凸輪軸齒輪
- 噴油器凸輪軸剪式齒輪
- 可調整惰齒輪
- 下剪式惰輪
- 附件齒輪
- 曲軸齒輪
剪式齒輪定義
WARNING
未閱讀概念齒輪說明前,不要試圖拆卸任何齒輪。不遵循指導將導致嚴重的人身傷害或發動機損壞。
下列術語描述了剪式齒輪的拆卸、安裝和運轉狀況。
卸載
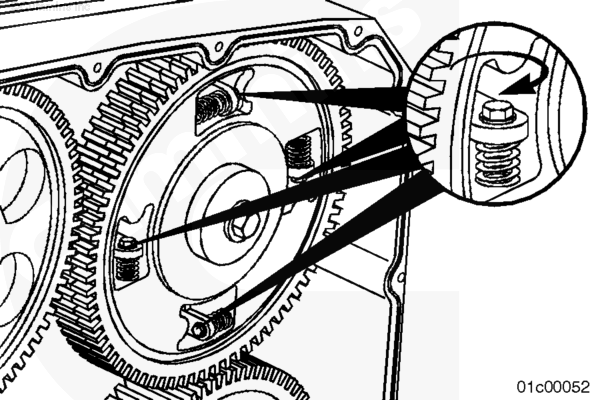
- 在拆卸、安裝和設定齒輪側隙時應卸載齒輪。
擰松 2 根齒輪調節螺釘,將齒輪卸載,直至齒輪輪齒對正。
在設定齒輪側隙時應加載剪式惰齒輪。
加載
- 齒輪輪齒被加載(起作用),并且延伸到配合齒輪輪齒之間。
擰緊所有調整螺釘加載齒輪。齒輪輪齒將會相互傳動,并且不會感到氣門凸輪軸齒輪的移動。齒輪將會在發動機運轉狀態下加載。
初始檢查
注 : 采用以下步驟檢查基本發動機正時。
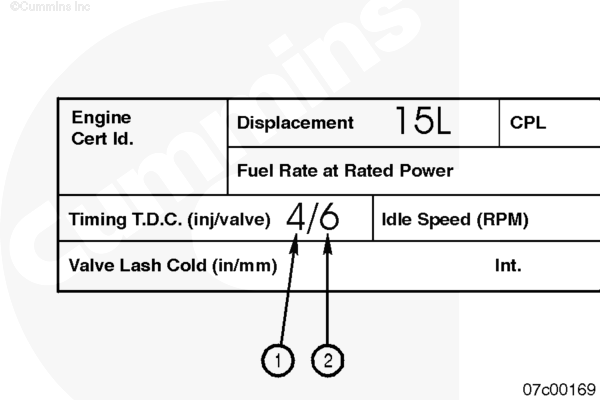
正時楔:
正時代碼位于發動機銘牌上。
- 第 1 位數字 - 噴油器正時楔
- 第 2 位數字 - 氣門正時楔
如果發動機銘牌丟失,應當訂購新銘牌。對于丟失銘牌的發動機來說,采用以下步驟識別正時代碼。參考第 V 節中的步驟 850-029。
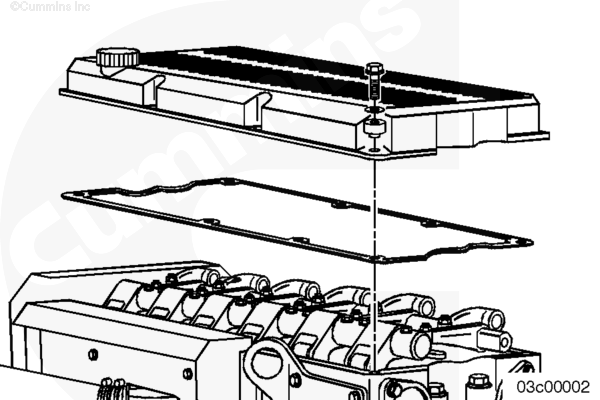
拆下搖臂室蓋。參考第 3 節中的步驟 003-011。
注 : 如果發動機配備有空氣壓縮機,則使用此步驟:
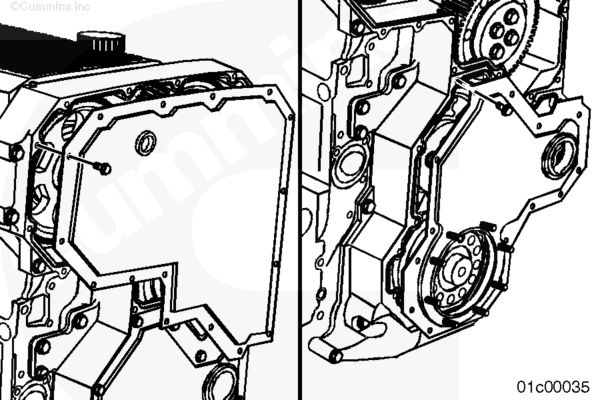
從下部齒輪室蓋上拆下機油加注管接頭。
在空氣壓縮機驅動裝置中插入一個 3/4 英寸的棘輪扳手和加長桿。
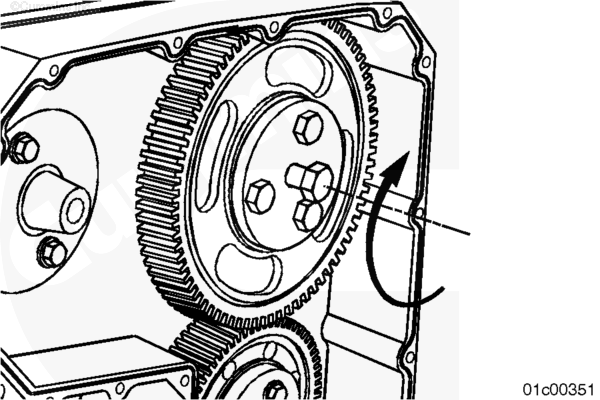
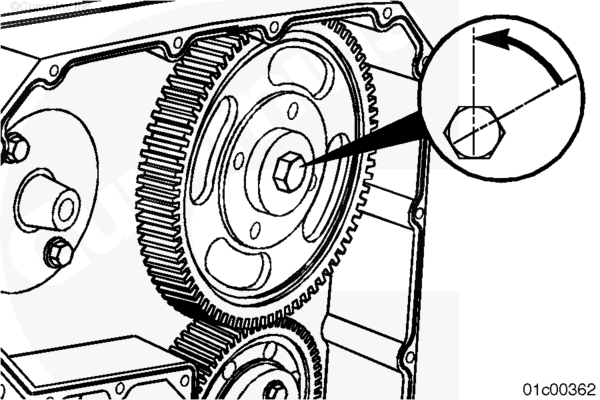
順時針轉動空氣壓縮機驅動裝置(從發動機的前面看)。
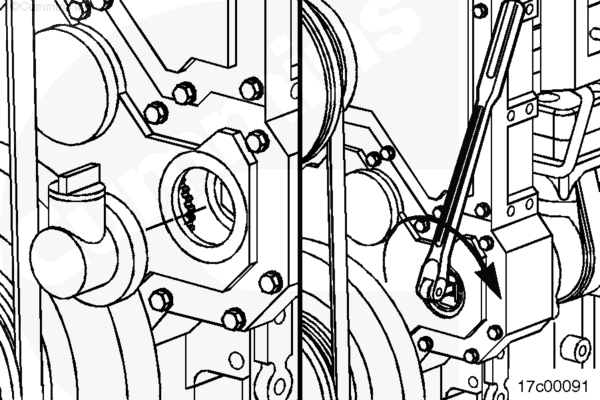
注 : 如果發動機未配備有空氣壓縮機,則采用此步驟:
松開蓋板螺釘并旋轉蓋或拆下機油加注管(如果配備)。
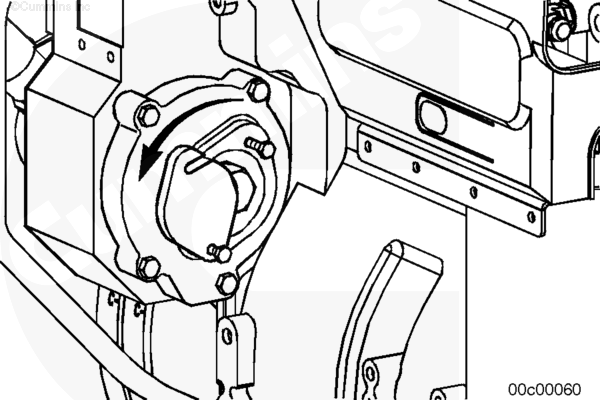
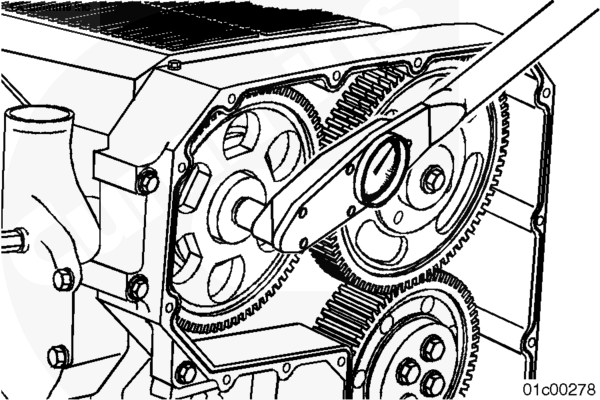
利用 1½ 英寸的套筒推入盤車齒輪,使齒輪嚙合。通過轉動盤車適配器盤動發動機。
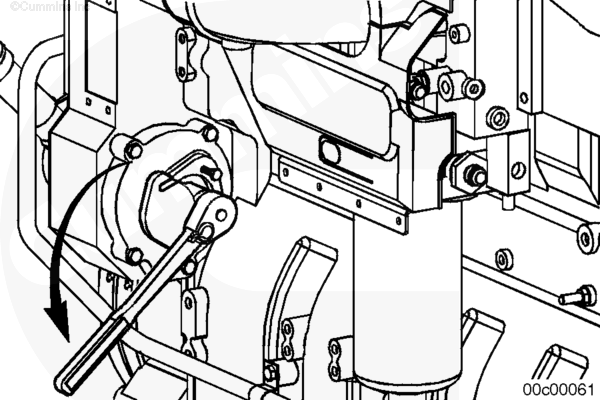
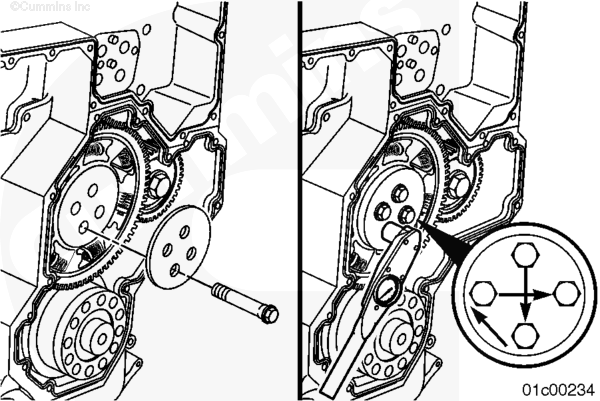
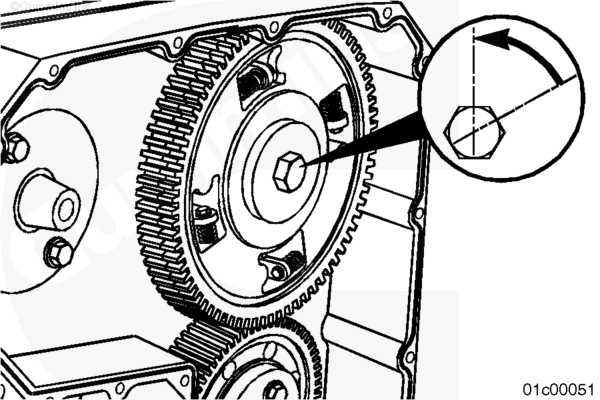
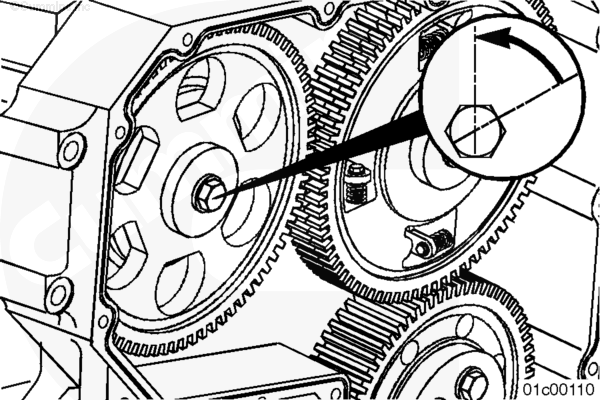
順時針轉動曲軸,直至發動機減振器外徑上的“插入鎖銷”標記與齒輪室上的標記對正。
注:QSK15發動機配置了雙減震器。曲軸鎖銷標記位于離發動機最近的減振器上。

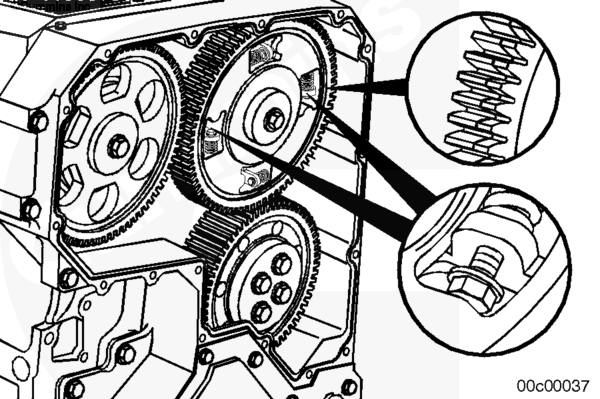
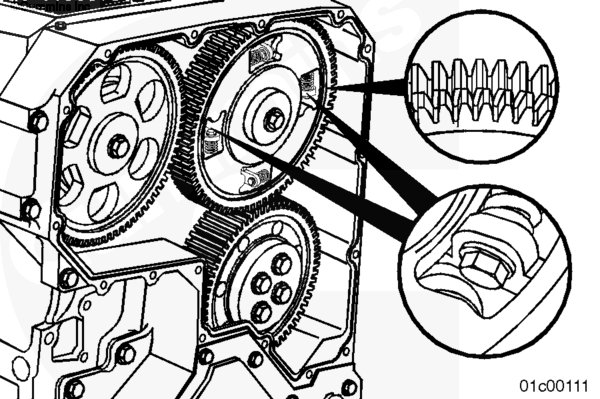
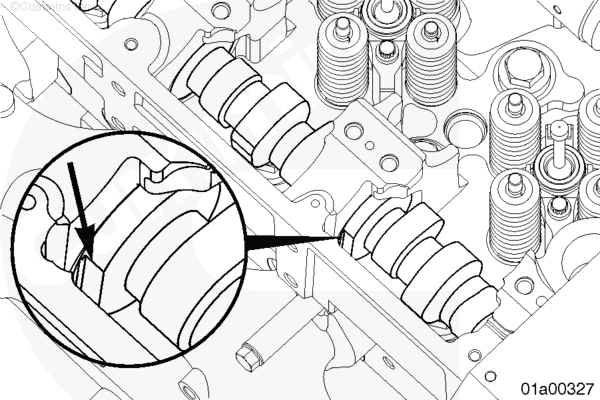
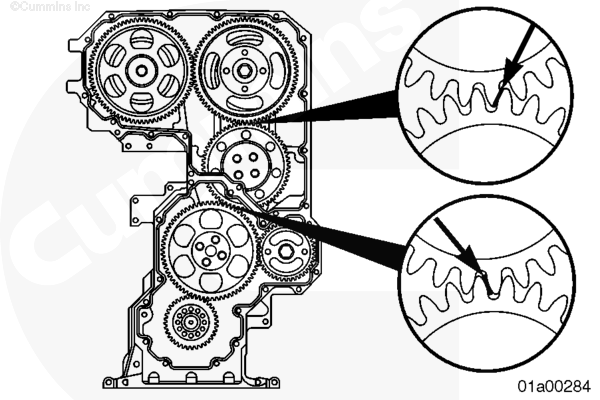
確認從上面看去,可以看到凸輪軸的楔塊平面。
如果楔塊平面在處于“插入鎖銷”位置時不可見,則發動機未處于正時沖程(在 1 號氣缸壓縮沖程執行正時)。轉動曲軸 360 度。這樣可以使凸輪軸的方位改變 180 度,并且從上面可以看到楔塊平面。這表明 1 號氣缸處于壓縮沖程。
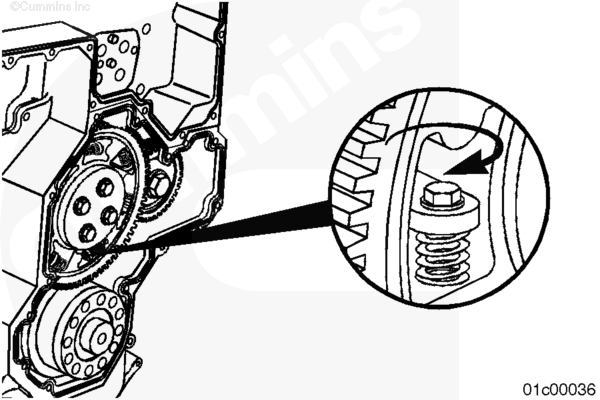
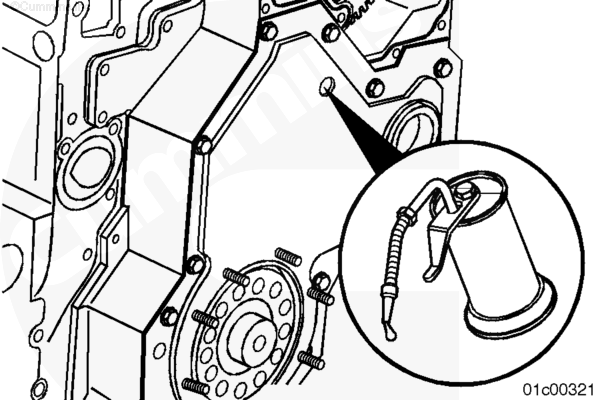
從正時銷凸臺上拆下螺塞。
用曲軸鎖銷(零件號 3163020)將曲軸鎖定在該位置。
銷必須處于良好狀態;沒有彎曲,呈現蘑菇狀、橢圓狀等。
安裝正確時,正時銷上的色帶將與缸體上的正時銷凸臺表面對齊。
如果從缸體外側能完全看見綠色帶,或者根本看不見,說明鎖銷沒有正確座入曲軸缺口內。
CAUTION
不要將楔塊強推到位。否則會損壞部件。用手安裝楔塊。
插入銘牌上列出的正時楔塊。楔塊必須處于良好狀態,具有平滑的平面和脊線。使用損壞的楔塊可造成不良正時。更換磨損和損壞的楔塊。
正確裝配應當在楔塊表面和凸輪之間或者楔塊背面和缸蓋之間不留有間隙。
并非所有楔塊都有線條;如果楔塊有線條,則線條應當與缸蓋/蓋軌頂部齊平。
對于裝配正確的帶線楔塊來說,以線條位置表示的正時變化很小。
注 : 如果線條對于 CM871 發動機來說過高:
氣門凸輪:不會由于此氣門正時變化量而產生性能問題。應當忽略氣門凸輪楔塊上的線條。
噴油器凸輪:如果存在,可能需要通過實際測量正時來確定潛在的性能問題。查看發動機歷史記錄中有無濾清器堵塞、冒白煙等性能問題。
如果發動機具有這些問題的歷史記錄,并且噴油器楔塊上的線條高于缸蓋罩油軌,則與康明斯公司的相關技術支持部門一起討論接下來的步驟。
注 : 如果線條對于所有其他 15L 發動機(CM871 除外)來說過高:
氣門和噴油正時足以滿足此正時變化量,因此應當忽略線條。
如果靜態噴油正時需要進一步的測量或調整,則采用以下步驟。參考第 6 節中的步驟 006-025。
準備步驟
WARNING
蓄電池可能有易爆性氣體逸出。為避免人身傷害,在維護蓄電池前,必須保持發動機艙通風良好。為了避免產生電弧,應首先拆下負極 (-) 蓄電池電纜,并最后連接負極 (-) 蓄電池電纜。
- 斷開蓄電池。參見設備制造商維修信息。

CAUTION
在拆卸任何齒輪前,必須安裝正時銷和楔塊并且保持原位,直到完全安裝和擰緊所有齒輪。不安裝正時銷和楔塊可造成發動機正時不當,從而導致發動機嚴重損壞或發動機故障。
注 : 拆卸齒輪前,執行“初始檢查”部分。
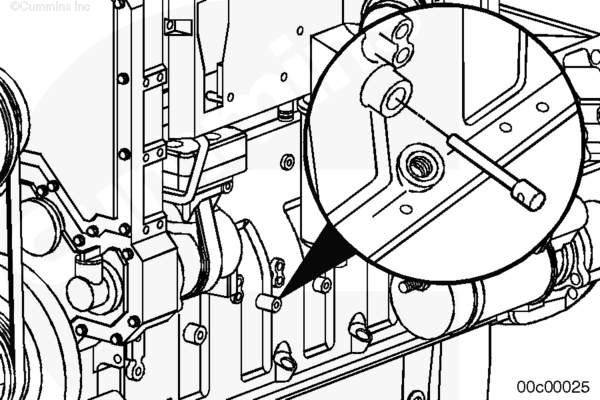
當在使用所有非剪式齒輪的發動機上設定齒輪側隙時,無需拆卸下蓋。通過檢修孔可將墊片插入下非剪式惰齒輪和可調整惰齒輪之間。檢修孔用塞堵密封。
這有助于將齒輪室蓋塞堵從后部推出。沒有必要拆卸下齒輪室蓋來推出塞堵。
拆卸上部齒輪室蓋。參考第 1 節中的步驟 001-079。
如果需要,拆卸下齒輪室蓋。參考第 1 節中的步驟 001-080。
拆卸
氣門凸輪軸齒輪
拆卸氣門凸輪軸齒輪期間,必須卸載噴油器凸輪軸剪式齒輪。要卸載齒輪,必須將兩根齒輪螺栓盡可能擰出,直到足以使剪式齒輪的輪齒對正。
卸載噴油器凸輪軸剪式齒輪。
松開氣門凸輪軸齒輪安裝螺釘和墊圈。
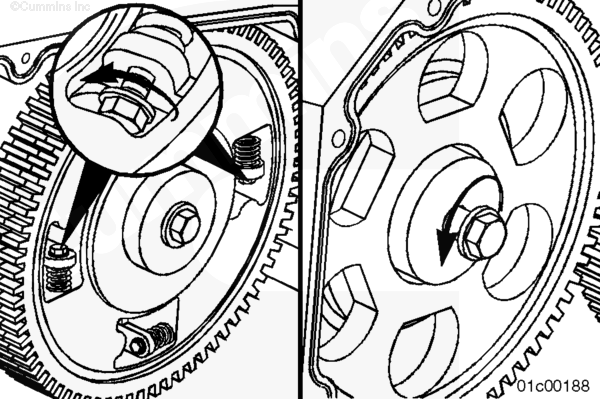
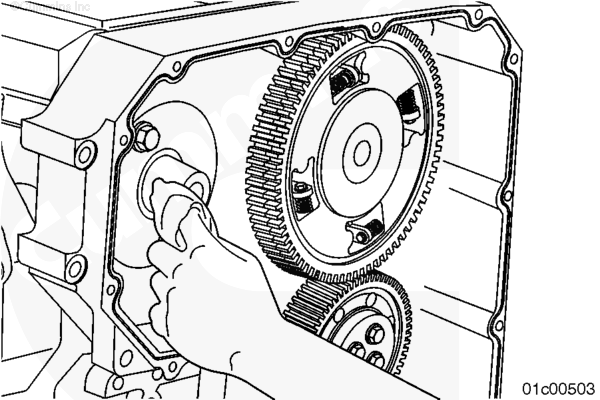
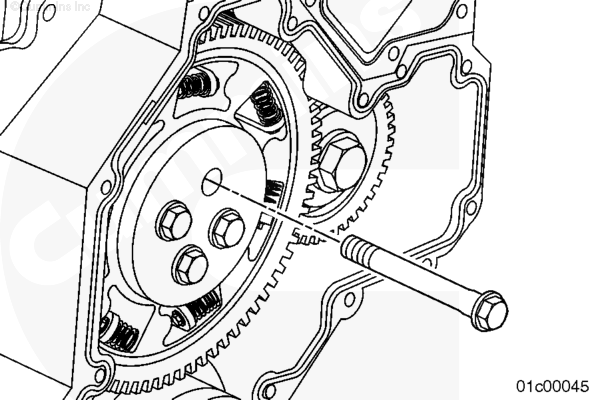
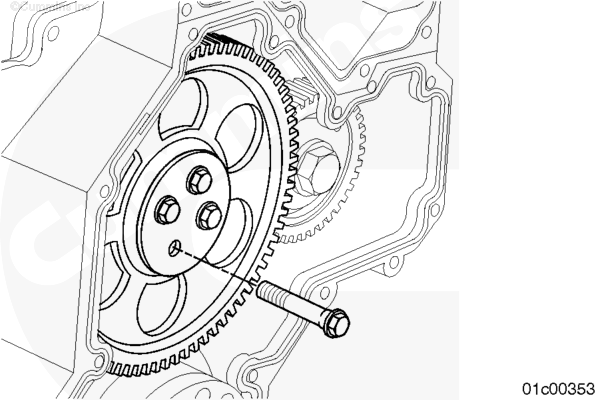
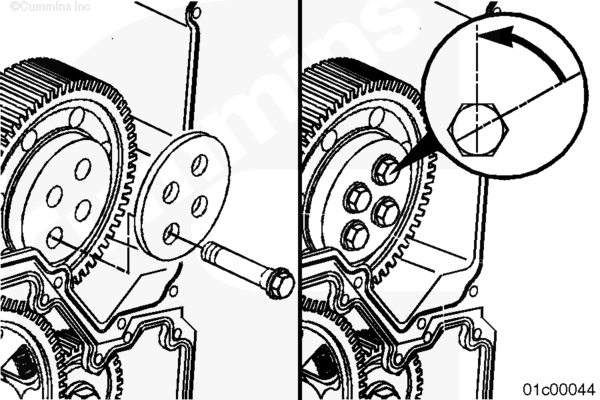
早期生產的發動機氣門凸輪軸齒輪內沒有配備拉拔器孔。對于沒有拉拔器孔的齒輪,必須使用三爪齒輪拉拔器。噴油器和氣門齒輪拉拔器(零件號 3163069)可用于有拉拔器孔的齒輪。
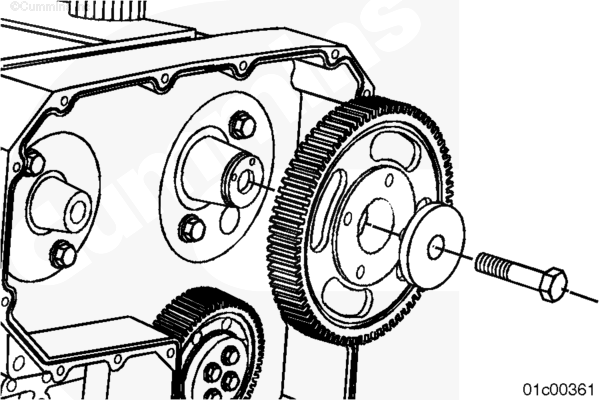
安裝齒輪拉拔器(零件號 3163069)。
完全安裝氣門凸輪軸齒輪安裝螺釘。
擰松螺釘兩圈。
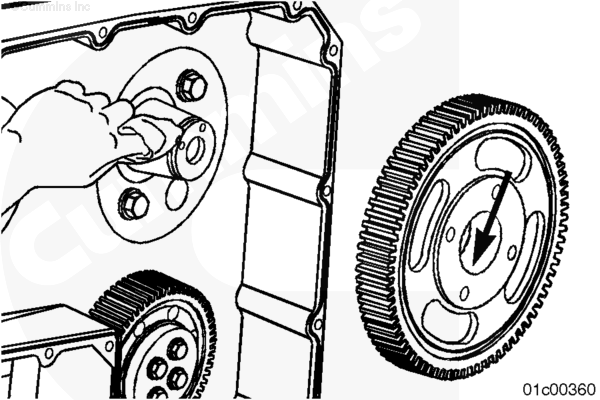
使用齒輪拉拔器,從凸輪軸前端拆下氣門凸輪軸齒輪。
拆下拉拔器。
使用三爪拉拔器時,不要完全拆下凸輪軸齒輪安裝螺栓。螺釘可作為安全抓手,防止齒輪沖出凸輪軸前端。
拆下氣門凸輪軸齒輪安裝螺釘、隔套和氣門凸輪軸齒輪。
WARNING
當使用溶劑、酸或堿性材料清潔時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
WARNING
有些溶劑易燃并且具有毒性。使用之前,應閱讀制造商的說明書。
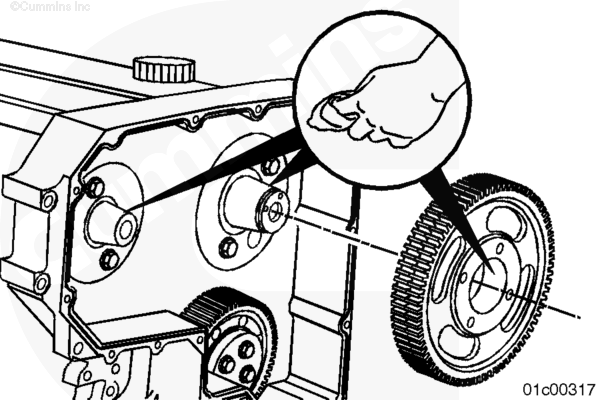
利用不起毛的布和溶劑清除凸輪軸前端上的 Loctite™ 殘留物。
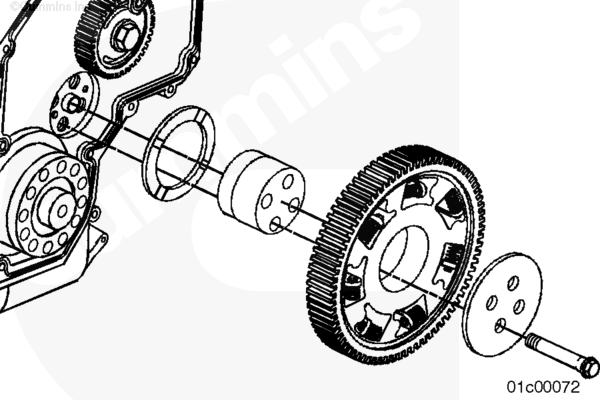
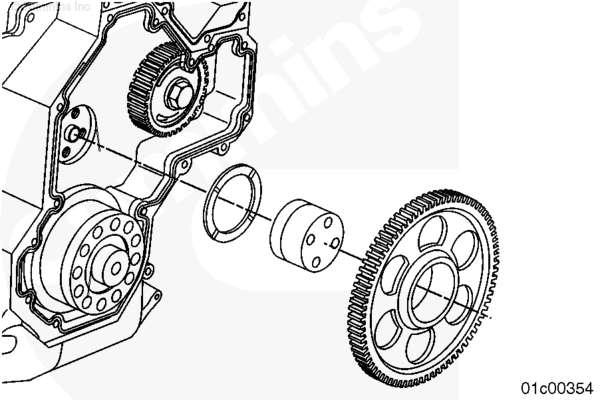
噴油器凸輪軸剪式齒輪
CAUTION
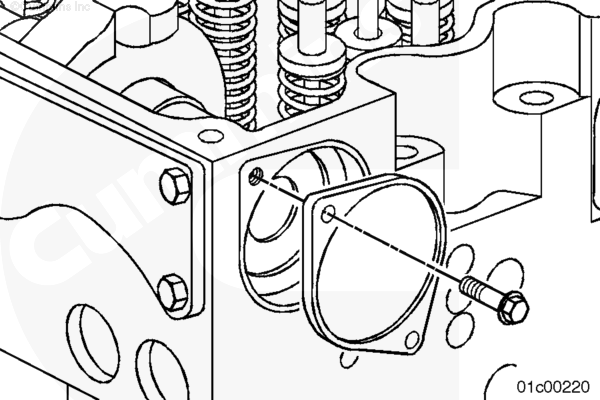
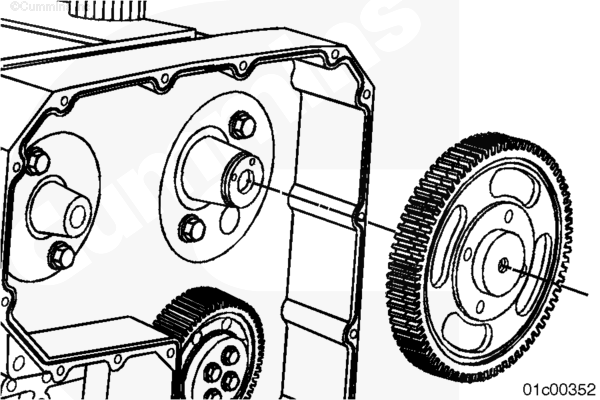
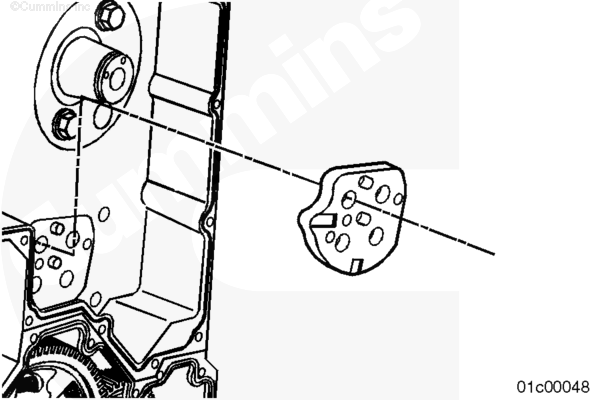
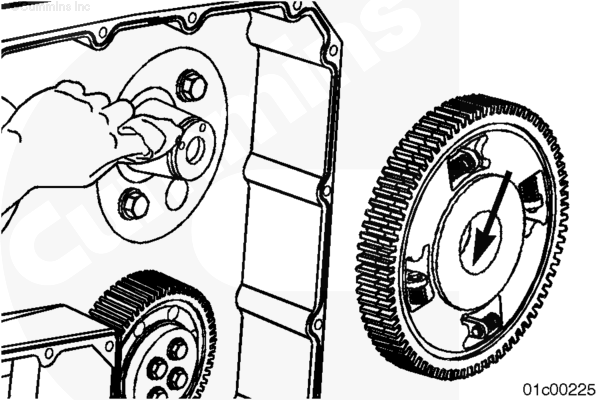
拆下噴油器凸輪軸齒輪或凸輪軸之前,先拆下噴油器凸輪軸后蓋板。拆卸凸輪軸齒輪需要的力足以使凸輪軸向后運動,而造成后蓋板破裂。
拆下噴油器凸輪軸后蓋板。
拆下噴油器凸輪軸剪式齒輪安裝螺釘和墊圈。
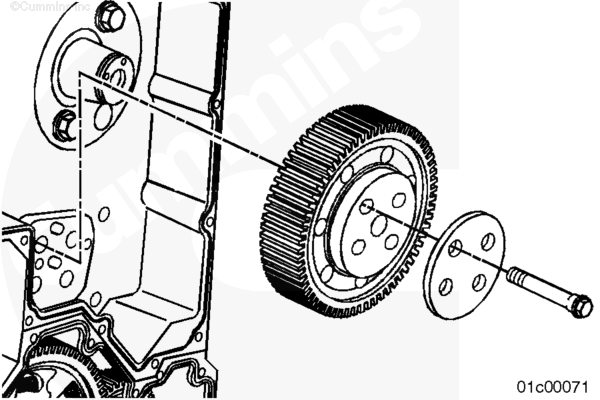
安裝齒輪拉拔器(零件號 3163069)。
擰緊噴油器凸輪軸剪式齒輪安裝螺釘。擰松螺釘一圈。
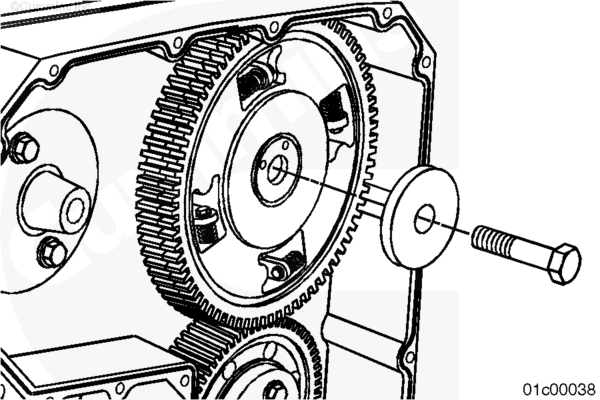
使用齒輪拉拔器,從凸輪軸錐面上拆下噴油器凸輪軸剪式齒輪。
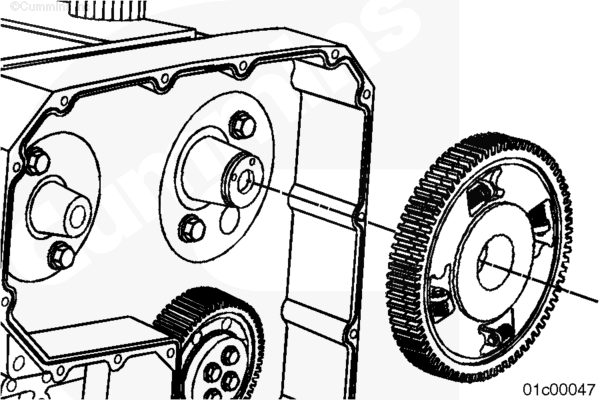
拆下齒輪拉拔器。
拆下螺釘。
拆卸噴油器凸輪軸剪式齒輪。
WARNING
當使用溶劑、酸或堿性材料清潔時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
WARNING
有些溶劑易燃并且具有毒性。使用之前,應閱讀制造商的說明書。
利用不起毛的布和溶劑清除凸輪軸前端上的 Loctite™ 殘留物。
噴油器凸輪軸非剪式齒輪
CAUTION
拆下噴油器凸輪軸齒輪或凸輪軸之前,先拆下噴油器凸輪軸后蓋板。拆卸凸輪軸齒輪需要的力足以使凸輪軸向后運動,而造成后蓋板破裂。
拆下噴油器凸輪軸后蓋板。
拆下噴油器凸輪軸齒輪安裝螺釘和墊圈。
安裝齒輪拉拔器(零件號 3163069)。
擰緊噴油器凸輪軸齒輪安裝螺釘。擰松螺釘一圈。
使用齒輪拉拔器,從凸輪軸錐面上拆下噴油器凸輪軸齒輪。
拆下齒輪拉拔器。
拆下螺釘。
拆卸噴油器凸輪軸齒輪。
WARNING
當使用溶劑、酸或堿性材料清潔時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
WARNING
有些溶劑易燃并且具有毒性。使用之前,應閱讀制造商的說明書。
利用不起毛的布和溶劑清除凸輪軸前端上的 Loctite™ 殘留物。
可調整惰齒輪
注:拆卸可調整惰輪時,可調整惰輪軸會脫開。
拆下擋板螺釘、擋板、齒輪和可調整惰輪軸。
拆下裝配隔板。
下剪式惰輪
拆卸過程中必須卸載下剪式惰輪。要卸載齒輪,必須將兩根齒輪螺栓盡可能擰出,直到足以使剪式齒輪的輪齒對正。
卸載下剪式惰輪。
拆卸剪式惰輪螺釘。
拆下檔板、齒輪、軸和止推軸承。
下非剪式惰齒輪
拆卸非剪式惰輪螺釘和擋圈。
拆下齒輪、軸和止推軸承。
檢查能否繼續使用
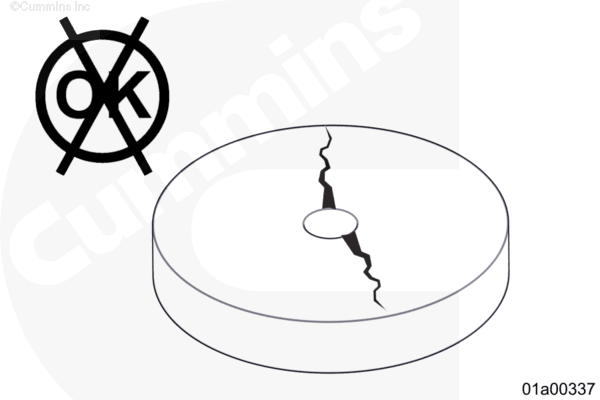
檢查所有齒輪上的輪齒是否出現穴蝕,嚴重磨損或斷裂。
檢查齒輪的拉拔器孔四周有無裂紋。
更換所有發生穴蝕、嚴重磨損或損壞的齒輪,并且檢查配合齒輪有無相關損壞。

注 : 有兩種齒輪固定墊圈:粉末金屬墊圈和實心加工墊圈。粉末金屬固定墊圈有一個曲面,不得繼續使用。實心加工墊圈有一個平面,如果在檢查期間未發現損壞可以繼續使用。
檢查實心加工齒輪固定墊圈有無裂紋或其他損壞。
如果發現任何損壞,更換齒輪固定墊圈。
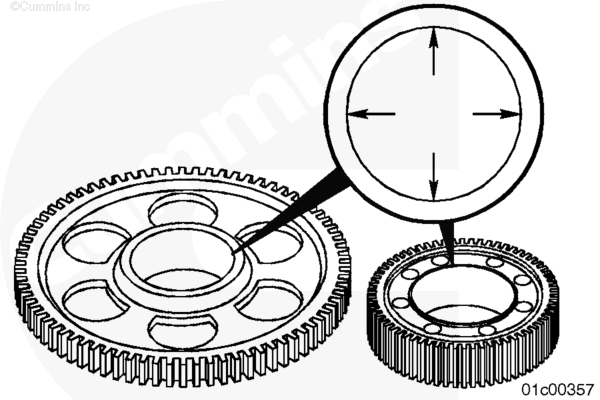
檢查下惰輪軸和可調整惰輪軸有無嚴重磨損。
測量惰輪軸外徑。
| 下惰輪軸外徑 | ||
| mm | in | |
| 88.88 | 最小 | 3.4992 |
| 88.89 | 最大 | 3.4997 |
| 可調整惰輪軸外徑 | ||
| mm | in | |
| 88.88 | 最小 | 3.4992 |
| 88.89 | 最大 | 3.4997 |
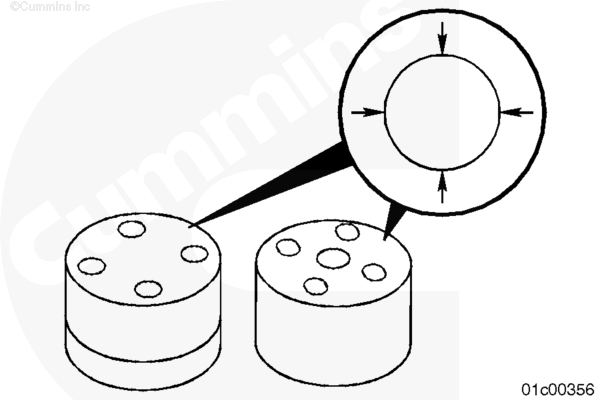
檢查下惰輪軸孔和可調整惰齒輪軸孔有無嚴重磨損。
測量下惰輪內徑和可調整惰齒輪孔。
注 : :如果必須更換齒輪襯套,建議購買組裝好的齒輪和襯套。可提供單獨的齒輪襯套,但在安裝到齒輪中時需要對內徑進行最終機加工。
| 下部惰輪內徑 | ||
| mm | in | |
| 88.962 | 最小 | 3.5024 |
| 88.988 | 最大 | 3.5035 |
| 可調整惰輪孔內徑 | ||
| mm | in | |
| 88.962 | 最小 | 3.5024 |
| 88.988 | 最大 | 3.5035 |
檢查止推軸承有無穴蝕、開裂、擦傷、不均勻磨損或其他損傷。如果發現損壞,更換止推軸承并檢查相應齒輪。
安裝
如果拆下,則安裝噴油器凸輪軸和氣門凸輪軸后蓋板。
根據“初始檢查”部分內的說明確認安裝和正確裝配了正確的楔塊。
下剪式惰輪
安裝過程中必須卸載下剪式惰輪。要卸載齒輪,必須將兩根齒輪螺栓盡可能擰出,直到足以使剪式齒輪的輪齒對正。
在止推軸承、軸和下部剪式惰輪上涂抹 Lubriplate ™。
安裝止推軸承、軸和下剪式惰輪。安裝軸時,“TOP”(頂部)字樣(印在軸端)必須朝向發動機頂部。
齒輪擋板上的槽朝向剪式齒輪。
安裝擋板和螺釘。
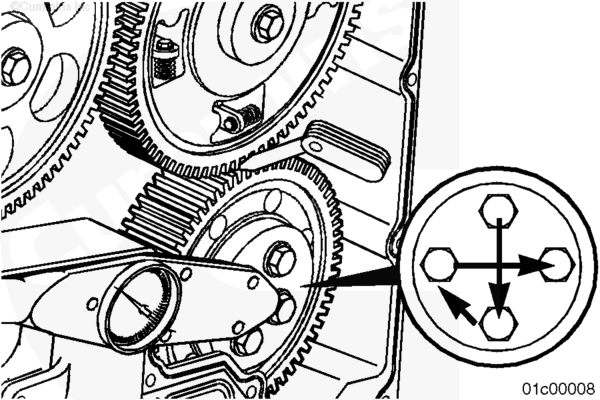
按星形方式擰緊所有螺釘。
-
1. 30 n•m [ 22 ft-lb ]
-
2. 用以上相同的次序再旋轉每根螺釘60°角。
CAUTION
確保所有剪式齒輪螺釘擰緊到合適的扭矩,保證發動機運轉期間不松開。否則會引起發動機嚴重損壞。
擰緊所有齒輪螺栓,使噴油器下剪式惰齒輪加載。
下非剪式惰齒輪
將 Lubriplate™ 涂抹在止推軸承、軸和下部非剪式惰齒輪上。
安裝止推軸承、軸和下非剪式惰齒輪。安裝軸時,“TOP”(頂部)字樣(印在軸端)必須朝向發動機頂部。
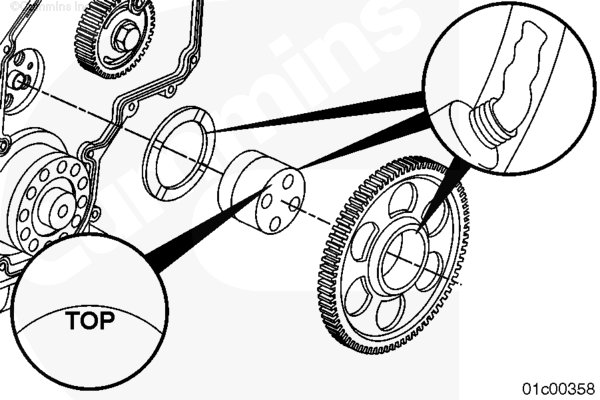
齒輪擋板上的槽朝向剪式齒輪。
安裝擋板和螺釘。
按星形方式擰緊所有螺釘。
-
1. 30 n•m [ 22 ft-lb ]
-
2. 用以上相同的次序再旋轉每根螺釘60°角。
可調整惰齒輪
注:將隔板用 2 個標準銷定位到缸體上。
安裝裝配隔板。
將 Lubriplate™ 涂抹到隔圈、軸和可調整惰齒輪上。
可以將軸安裝到不同的方位;但這樣就不可能正確設置齒輪側隙。
安裝隔圈、軸和可調整惰齒輪。安裝軸時,“TOP”(頂部)字樣(印在軸的正面)必須朝向發動機頂部。
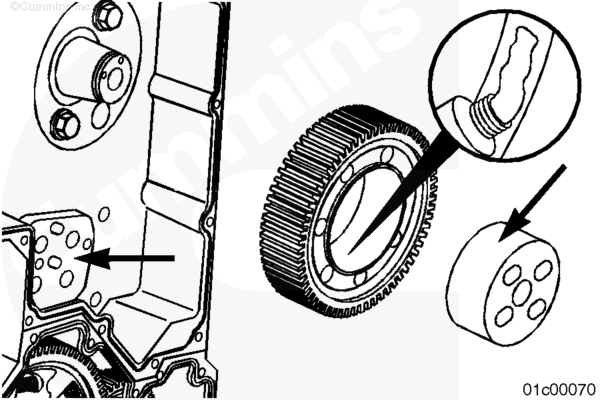
齒輪擋板上的槽朝向齒輪。
可調整惰齒輪采用松馳安裝,因為在稍后的正時過程中,它將移動到其最終位置。
安裝擋板和螺釘。用手擰緊螺釘,然后擰松螺釘“一道”,即 60 度。
噴油器凸輪軸剪式齒輪
CAUTION
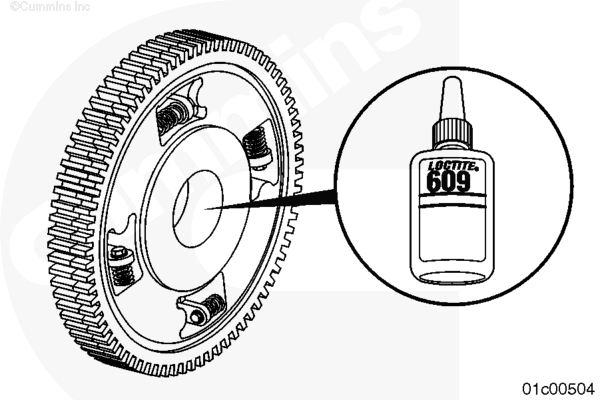
安裝前,噴油器凸輪軸前端和噴油器凸輪軸剪式齒輪必須保證清潔、干燥。利用干凈、不起毛的布擦拭錐面,并且在凸輪軸齒輪的內徑上涂抹薄薄的一層 Loctite™ 609(零件號 3823718)。組裝前,注意不要使機油污染接頭,否則可能會導致發動機損壞。
安裝過程中必須卸載噴油器凸輪軸剪式齒輪。要卸載齒輪,必須將兩根齒輪螺栓盡可能擰出,直到足以使剪式齒輪的輪齒對正。
將一薄層 Loctite™ 609(零件號 3823718)涂敷在凸輪軸齒輪的內徑上。
CAUTION
有兩種齒輪固定墊圈:粉末金屬墊圈和實心加工墊圈。粉末金屬固定墊圈有一個曲面,不可繼續使用。實心加工墊圈有一個平面,如果在檢查期間未發現損壞可以繼續使用。
噴油器凸輪軸非剪式齒輪要與凸輪軸前端錐面完全貼合。若過松,齒輪將在凸輪軸前端面上轉動。
在凸輪軸前端錐面上安裝噴油器凸輪軸剪式齒輪,但不要安裝過緊。
噴油器凸輪軸剪式齒輪的裝配墊圈直徑大于氣門凸輪軸裝配墊圈的直徑。
安裝裝配墊圈和螺釘。
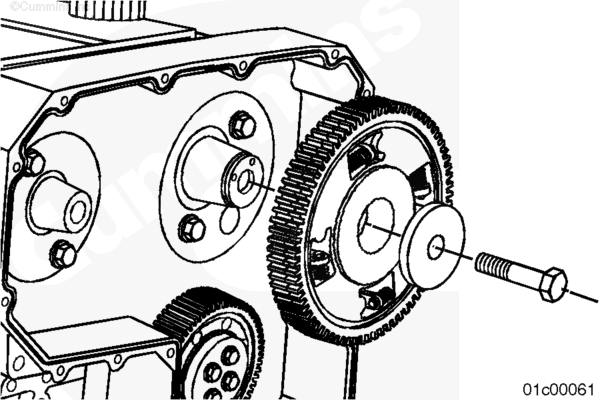
用手擰緊螺釘, 然后擰松螺釘“一道”,即 60 度。
此時噴油器凸輪軸剪式齒輪仍是松安裝,以便正確定位可調整惰齒輪。
不要座合齒輪。
噴油器凸輪軸非剪式齒輪
CAUTION
安裝前,噴油器凸輪軸前端和噴油器凸輪軸非剪式齒輪必須保證清潔、干燥。利用干凈的不起毛布擦拭錐面,并且在凸輪軸齒輪的內徑上涂抹薄薄的一層 Loctite™ 609(零件號 3823718)。組裝前,注意不要使機油污染接頭,否則可能會導致發動機損壞。
將一薄層 Loctite™ 609(零件號 3823718)涂敷在凸輪軸齒輪的內徑上。
CAUTION
粉末金屬噴油器齒輪固定墊圈有一個曲面,不可繼續使用,而且必須用平面實心加工固定墊圈更換。實心加工墊圈如果在檢查期間未發現損壞可以繼續使用。
噴油器凸輪軸非剪式齒輪要與凸輪軸前端錐面完全貼合。若過松,齒輪將在凸輪軸前端面上轉動。
在凸輪軸前端錐面上安裝噴油器凸輪軸非剪式齒輪,但不要安裝過緊。
噴油器凸輪軸非剪式齒輪的裝配墊圈直徑大于氣門凸輪軸裝配墊圈的直徑。
安裝裝配墊圈和螺釘。
用手擰緊螺釘, 然后擰松螺釘“一道”,即 60 度。
此時噴油器凸輪軸非剪式齒輪仍是松安裝,以便將可調整惰輪完全安裝好。
不要座合齒輪。
氣門凸輪軸齒輪
CAUTION
安裝前,氣門凸輪軸前端和氣門凸輪軸齒輪必須保證清潔、干燥。利用干凈、不起毛的布擦拭錐面,并且在凸輪軸齒輪的內徑上涂抹薄薄的一層 Loctite™ 609(零件號 3823718)。組裝前,注意不要使機油污染接頭,否則可能會導致發動機損壞。
將一薄層 Loctite™ 609(零件號 3823718)涂敷在凸輪軸齒輪的內徑上。
氣門凸輪軸齒輪要與凸輪軸前端錐面完全貼合。如果過松,齒輪將在凸輪軸前端面上轉動。
在凸輪軸前端錐面上安裝氣門凸輪軸齒輪,但不要安裝過緊。
氣門凸輪軸的裝配墊圈直徑小于噴油器凸輪軸剪式齒輪裝配墊圈的直徑。
安裝裝配墊圈和螺釘。
用手擰緊螺釘, 然后擰松螺釘“一道”,即 60 度。
注:此時氣門凸輪軸齒輪仍是松安裝,以便將可調整惰輪完全安裝好。
不要座合齒輪。
調整
側隙(剪式齒輪組)
CAUTION
不要在可調整惰齒輪和下剪式惰齒輪之間設定側隙。否則會引起發動機嚴重損壞。
此側隙步驟適用于剪式噴油器凸輪軸齒輪和下惰齒輪,以及非剪式噴油器凸輪軸齒輪和剪式下惰齒輪。
進行此步驟過程中仍必須卸載噴油器凸輪軸剪式齒輪。要卸載齒輪,必須將兩根齒輪螺栓盡可能擰出,直到足以使剪式齒輪的輪齒對正。
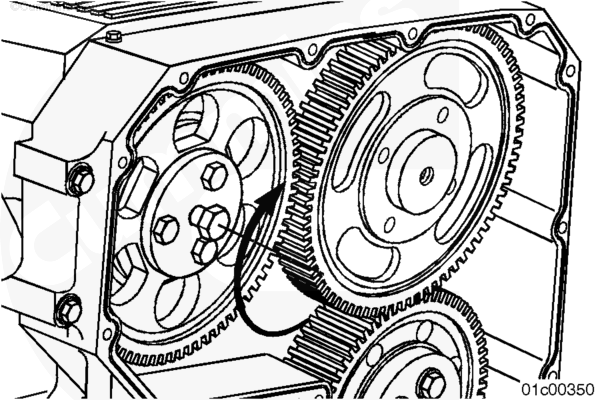
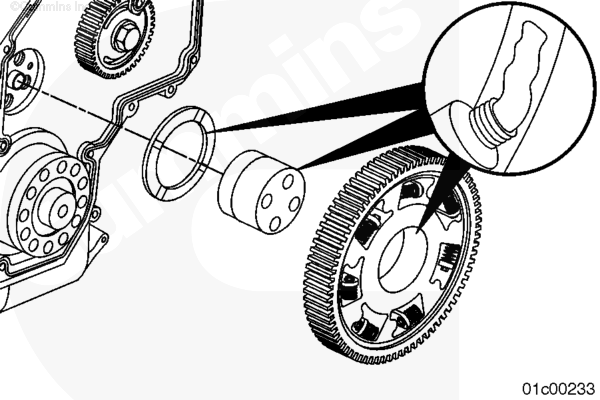
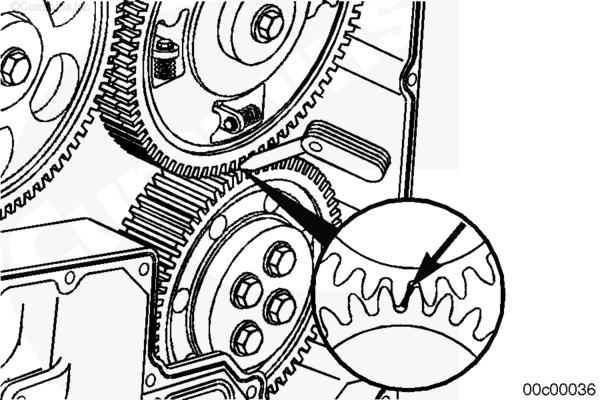
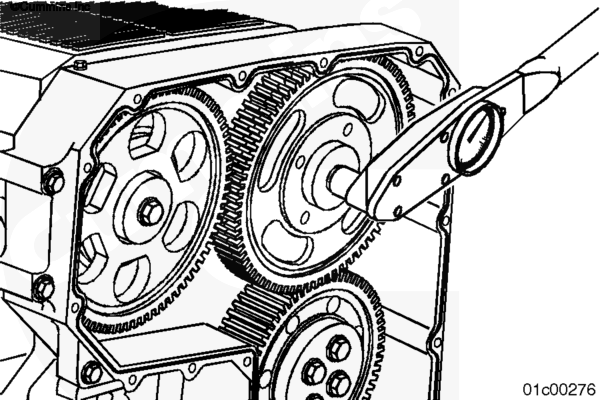
如圖所示,在可調整惰齒輪和寬(后側)噴油器凸輪軸剪式齒輪之間的齒輪嚙合處插入一個墊片(0.25 mm [0.010 in])。
| 墊片公差 | ||
| mm | in | |
| 0.225 | 最小 | 0.009 |
| 0.275 | 最大 | 0.011 |
注 : 針對含有非剪式噴油器凸輪軸齒輪和剪式下惰齒輪發動機的齒輪側隙設定步驟同樣適用于使用兩種剪式齒輪的發動機。
僅用手壓,使可調整惰齒輪向發動機中心移動(嚙合),使墊片任一側均無間隙。
進行此步驟時,凸輪軸上的 2 個凸輪軸齒輪應有略微的旋轉。
推入和拔出墊片時應感覺到輕微的阻力。
側隙(非剪式齒輪組)
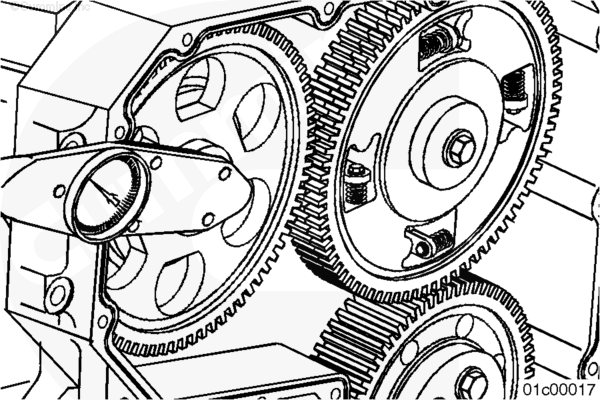
當在使用所有非剪式齒輪的發動機上設定齒輪側隙時,無需拆卸下部前蓋。通過檢修孔可將墊片插入下非剪式惰齒輪和可調整惰齒輪之間。檢修孔用塞堵密封。塞堵可從后側推出,無需拆下齒輪室蓋。
在拆下下齒輪室蓋后將顯示下列步驟。
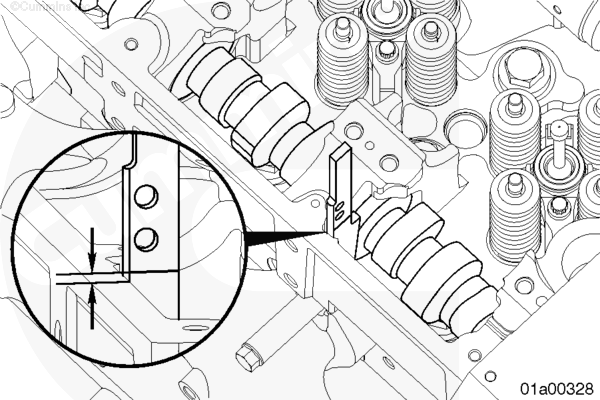
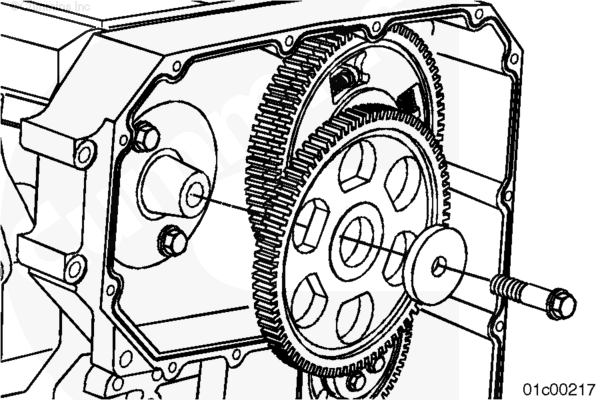
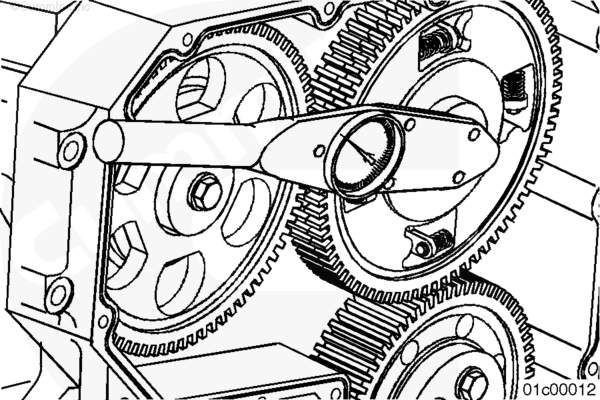
如圖所示,在可調整惰齒輪和噴油器凸輪軸齒輪之間的嚙合處插入 0.25 mm [0.010 in] 的墊片。
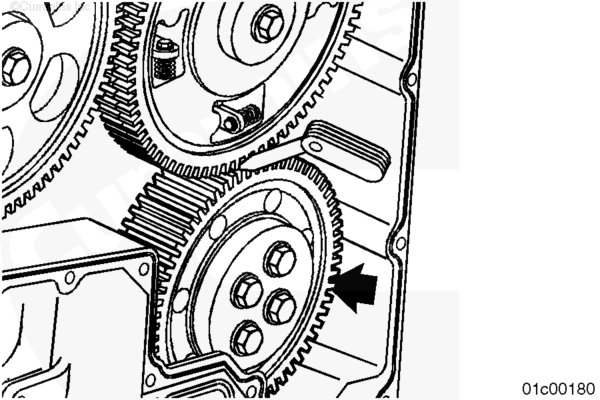
如圖所示,在可調整惰齒輪和下非剪式惰齒輪之間的嚙合處插入 0.25 mm [0.010 in] 的墊片。
僅用手壓,移動可調整惰齒輪,以使輪齒和墊片的任一側之間均無間隙。
進行此步驟時,凸輪軸上的 2 個凸輪軸齒輪應有略微的旋轉。
推入和拔出墊片時應感覺到輕微的阻力。
可調整惰齒輪
使可調整惰輪保持在正確位置,擰緊可調整惰輪裝配螺釘。
-
1. 30 n•m [ 22 ft-lb ]
-
2. 用以上相同的次序再旋轉每根螺釘60°角。
取下塞尺。
噴油器凸輪軸剪式齒輪
CAUTION
確保所有剪式齒輪螺釘擰緊到合適的扭矩,保證發動機運轉期間不松開。否則會引起發動機嚴重損壞。
擰緊所有齒輪螺栓,使噴油器凸輪軸剪式齒輪加載。
進行此步驟時,氣門凸輪軸齒輪在氣門凸輪軸上應有略微轉動。
擰緊噴油器凸輪軸剪式齒輪固定螺釘。
-
1. 136 n•m [ 100 ft-lb ]
-
2. 額外轉動 90 度
松開螺釘 360 度,并用扭矩加角度法再次擰緊。
-
1. 136 n•m [ 100 ft-lb ]
-
2. 額外轉動 90 度
噴油器凸輪軸非剪式齒輪
僅用手壓,順時針旋轉噴油器凸輪軸齒輪,直到齒輪系無側隙。在曲軸齒輪和噴油器凸輪軸齒輪的輪齒之間會發生接觸。
擰緊噴油器凸輪軸非剪式齒輪固定螺釘。
-
1. 136 n•m [ 100 ft-lb ]
-
2. 旋轉 90 度。
松開螺釘 360 度,并用扭矩加角度法再次擰緊。
-
1. 136 n•m [ 100 ft-lb ]
-
2. 旋轉 90 度。
氣門凸輪軸剪式齒輪
擰緊氣門凸輪軸剪式齒輪固定螺釘。
氣門凸輪軸非剪式齒輪
僅用手壓,逆時針旋轉氣門凸輪軸齒輪,直到噴油器凸輪軸齒輪之間無側隙。在噴油器凸輪軸齒輪和氣門凸輪軸齒輪的輪齒之間會發生觸碰。
擰緊氣門凸輪軸非剪式齒輪固定螺釘。
在所有齒輪系上涂敷干凈的15W-40機油。
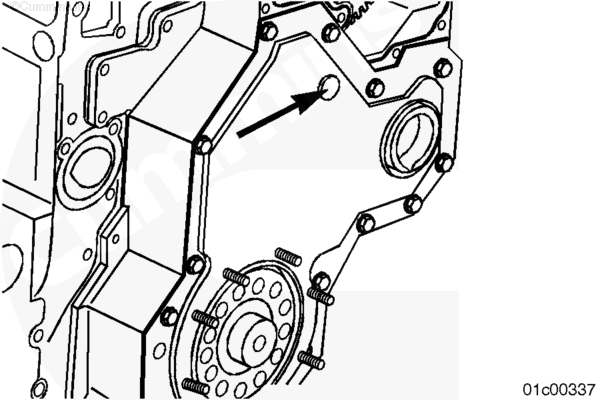
通過下齒輪室蓋上的檢修孔潤滑下惰齒輪和曲軸。
拆下噴油器和氣門凸輪軸正時楔。
猛烈地向上拉動是拆卸楔塊最有效的方法。
拆下曲軸鎖銷并安裝塞堵。
最后步驟
- 安裝上部齒輪室蓋。參考第 1 節中的步驟 001-079。
- 安裝下齒輪室蓋。參考第 1 節中的步驟 001-080。
- 安裝搖臂室蓋板和密封墊。參考第 3 節中的步驟 003-011。
- 如果冷卻液、機油、過多燃油或過多黑煙進入排氣系統,則必須檢查后處理系統。參考第 14 節中的步驟 014-013。
- 運轉發動機,檢查有無泄漏。
WARNING
蓄電池可能有易爆性氣體逸出。為避免人身傷害,在維護蓄電池前,必須保持發動機艙通風良好。為了避免產生電弧,應首先拆下負極 (-) 蓄電池電纜,并最后連接負極 (-) 蓄電池電纜。
- 連接蓄電池。參見設備制造商維修信息。
缸體加強板
準備步驟
WARNING
為了減小人身傷害的可能性,應避免皮膚直接接觸熱機油。
WARNING
美國的一些州和聯邦機構已經認定使用過的機油有致癌作用,而且能造成生殖疾病。應避免吸入機油蒸汽、誤吞以及長時間接觸用過的機油。如果不再繼續使用,應按照當地環保法規進行處理。
排放機油。參考步驟 007-037。

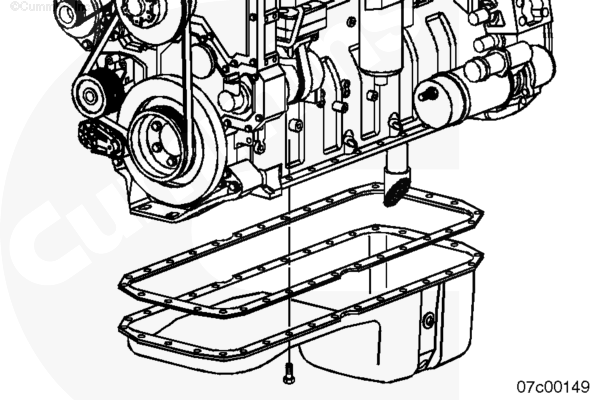
拆下油底殼。參考步驟 007-025。
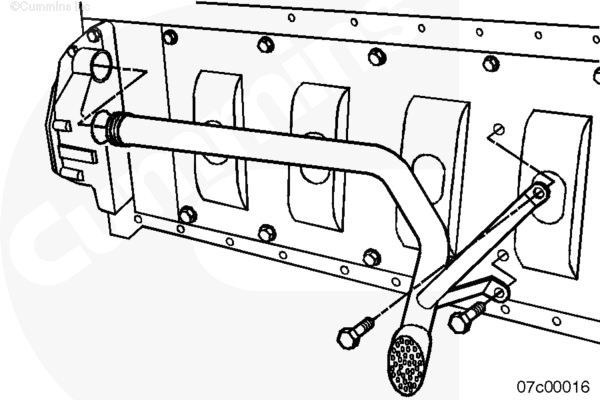
拆下機油吸油管。參考步驟 007-035。
最后步驟
安裝機油吸油管。參考步驟 007-035。
安裝油底殼。參考步驟 007-025。
加注潤滑系統。參考步驟 007-037。
向發動機加注機油。參考步驟 007-037。

運轉發動機直到溫度達到 82°C [180°F],檢查冷卻液是否泄漏。

400-100-8969???15088860848
0574-26871589? 15267810868
0574-26886646? 15706865167
0574-26871569 18658287286
